球阀与旋塞阀是同一类型阀门,只是其启闭件为带一通孔的球体,球体饶阀杆中心线旋转达到启闭目的。带夹套保温球阀不锈钢球阀不锈钢球阀快开球阀特点:阀门结构简单,工作可靠,用于双向流动介质的管路,流体阻力小,密封性好;缺点:介质易从阀杆部位泄漏。使用注意事项:同旋塞阀同样;带手柄阀门,手柄垂直于介质流动方向为关闭状态,与方向一致的为开启状态;如遇到带夹套保温的球阀时应该注意以下事项:应该将夹套保温蒸汽开启将阀内易结晶的介质融化后方能开闭阀门,切勿介质未完全融化就强行开闭阀门;当遇到阀门不能开启时,不能利用加长力臂的方法,强行开启阀门,因为这样会造成因阀杆受阻力较大与阀芯脱落,造成阀门损坏或造成扳手的损坏,从而造成不安全因素。 上海都临机电温控阀芯,AMOT温控阀芯2096X-90。液压阀芯安装

球阀的使用1、必须先查明球阀上、下游管道确已卸除压力后,才能进行拆卸分解操作。2、非金属零件清洗后应立即从清洗剂中取出,不得长时间浸泡。3、装配时法兰上的螺栓必须对称、逐步、均匀地拧紧。4、清洗剂应与球阀中的橡胶件、塑料件、金属件及工作介质(例如燃气)等均相容。工作介质为燃气时,可用汽油(GB484-89)清洗金属零件。非金属零件用纯净水或酒精清洗。5、分解下来的每单个球阀零件可以用浸洗方式清洗。尚留有未分解下来的非金属件的金属件可采用干净的细洁的浸渍有清洗剂的绸布(为避免纤维脱落粘附在零件上)擦洗。清洗时须去除一切粘附在壁面上的油脂、污垢、积胶、灰尘等。6、球阀分解及再装配时必须小心防止损伤零件的密封面,特别是非金属零件,取出O型圈时宜使用工具。7、清洗后需待被洗壁面清洗剂挥发后(可用未浸清洗剂的绸布擦)进行装配,但不得长时间搁置,否则会生锈、被灰尘污染。8、新零件在装配前也需清洗干净。9、使用润滑脂润滑。润滑脂应与球阀金属材料、橡胶件、塑料件及工作介质均相容。工作介质为燃气时,可用例如特221润滑脂。在密封件安装槽的表面上涂一薄层润滑脂,在橡胶密封件上涂一薄层润滑脂,阀杆的密封面及摩擦面上涂一薄层润滑脂。 南京NTEC阀芯LeROI气体螺杆压缩机维修包204-2424-5。

目前,液压系统中普遍使用的各种液压换向阀中,均存在着阀芯卡紧现象。其中有液压卡紧,也有机械卡紧。为解决液压卡紧,国内外都在设计中采用阀芯外工作表面加工若干个平衡槽的办法,其效果很好。对于机械卡紧也都制定了一些相应的技术规范来限制其配合间隙和偏心量等主要影响因素。但尽管这样,卡紧现象仍时有发生,下面就卡紧产生的原因和解决办法作详细讨论。1、产生卡紧的原因,即液体在高压下通过偏心环状锥形间隙,并且沿液体流动方向缝隙是逐渐扩大的,这时就会产生通常所说的液压卡紧现象。1)阀芯因加工误差而带有倒锥(锥体大端朝向高压腔),在阀芯与阀孔中心线平行且不重合时,阀芯受到径向不平衡力的作用。使阀芯和阀孔的偏心矩越来越大,直到两者表面接触而发生卡紧现象。此时,径向不平衡力达到比较大值。2)阀芯无几何形状误差,但是由于装配误差使阀芯在阀孔中歪斜放置,或者颗粒状污染物凝聚楔入阀孔与阀芯的间隙,使阀芯在孔中偏斜放置,产生很大的径向不平衡力及转矩。3)在加工或工序间转移过程中,将阀芯碰伤,有局部凸起及残留毛刺。这时凸起部分背后的液压流将造成较大的压降,产生一个使凸起部分压向阀孔的力矩。这也是液压卡紧的一种成因。
热流出口的高温气流直接作用在阀芯上,阀芯在约1400℃高温、酸性介质腐蚀及高温气流冲刷的共同作用下,很快就被烧损甚至熔毁报废,致使高温掺合阀无法正常使用,这也成为装置安全长周期运行。2、高温掺合阀阀芯的改进、方案Ⅰ/1Cr25Ni20Si2阀芯表面喷氧化锆在原1Cr25Ni20Si2抛物线型阀芯(见图2)表面喷一层氧化锆。氧化锆是一种很好的高温耐磨陶瓷材料,具有强度高、硬度高和韧性佳,空气中稳定使用**高温度可达1800℃。我们曾在中石化荆门分公司硫磺回收装置上进行试验,在高温掺合阀投用约4个月后出现了氧化锆剥落和阀芯被熔化的现象。通过分析其原因主要是:1Cr25Ni20Si2和氧化锆之间的热膨胀系数不一致,阀芯基体膨胀量大,可引起表面材料开裂,加之阀芯基体和表面材料之间结合不紧密而导致表面氧化锆层剥落,氧化锆层剥落的阀芯直接作用在高温气流之下,终被熔毁。图21Cr25Ni20Si2抛物线型阀芯、方案Ⅱ/1Cr25Ni20Si2加TA-218阀芯1Cr25Ni20Si2+(TA-218),阀芯基体采用1Cr25Ni20Si2材质,阀芯表面衬有20mm厚TA-218耐磨衬里,该衬里和阀芯之间用挂片连接与固定。挂片为半圆环型或抛物线型,冲有舌形孔,数量为6~8件。神钢压缩机制造(上海)温控阀芯,AMOT温控阀芯1125X175,1125X180。

胶管阀阀芯介绍:胶管阀阀芯别名管夹阀内衬套、气囊阀管囊、挠性阀内胆或胶管阀阀芯等。胶管阀阀芯质量越高,管夹阀和胶套的使用寿命也越长。胶管阀阀芯的使用寿命长,意味着设备的维护成本低。胶管阀阀芯的更换工作十分简便,借助于详细的安装说明,更换工作可以在用户的工作现场进行,这样就只需很短的停产时间。胶管阀阀芯可根据管夹阀气动或机械式而采用不同的结构形式,阀体也有不同的结构。胶管阀阀芯生产工艺:气动或机械式管夹阀的胶套采用不同的制造工艺生产,生产胶管阀阀芯的制造工艺包括手工传统工艺、常规铸塑工艺或手工装配工艺。胶管阀阀芯的结构对其操纵频度、闭合和开启特性有很大的影响。胶管阀阀芯采用不同质量的弹性体制成,因此管夹阀的使用寿命、应用范围和使用的温度环境各有不同,其中弹性体的质量对胶管阀阀芯的使用寿命和耐磨特性有着决定性的影响。采用邵氏硬度不同的弹性体,可以生产压差不同的气动胶管阀阀芯。实现对气动胶管阀阀芯的**佳操控,可以提高气动管夹阀的使用寿命。同样,对气动胶管阀阀芯压差以及控制压力的设置,也对其使用寿命有很大的影响。 英格索兰IR阀芯1060-150。陕柴SXD阀芯价格合理
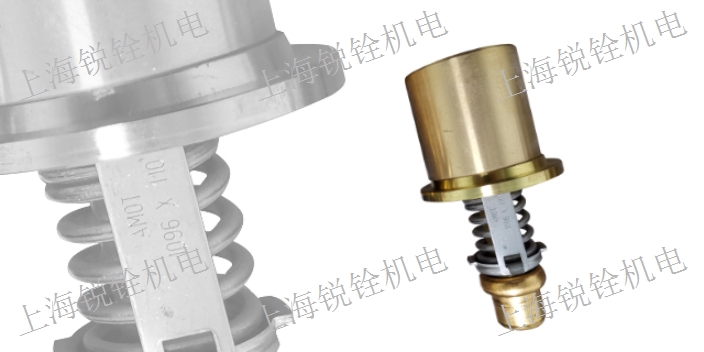
乌鲁木齐市宏华科技温控阀芯,AMOT温控阀芯569760X110。液压阀芯安装
设计时为防止径向不平衡力的产生,杜绝液压卡紧,在阀芯上开若干个环形槽,以均衡阀芯受到的径向压力,一般称为平衡槽。但在加工中有时环形槽与阀芯不同心;或由于淬火变形,造成磨削后环形槽深浅不一,这样亦会产生径向不平衡力导致液压卡紧。,有时还会发生机械卡紧,机械卡紧一般有下列原因。1)液压油中的污染物(如砂粒、铁屑、漆皮)楔入阀芯与阀孔间隙使之卡紧。2)阀芯与阀孔配合间隙过小造成卡紧。3)对于手动换向阀,由于其结构上的原因,阀芯、阀孔都较长,因而存在着直线度误差。又由于残余应力的存在,有时会使阀芯在使用中产生弯曲,严重时阀芯与阀孔间会产生较大的接触压力,阀芯运动时产生摩擦,造成阀芯运动阻滞,产生机械卡紧。同时,由于弯曲会导致某些台肩的偏置,这些偏置的台肩在高压油的作用下,又很容易产生液压卡紧。4)对于组合式多路换向阀,由于其结合面的平面度误差,或结合面有凸起的磕伤,以及组合螺栓预紧力过大等原因也容易造成阀孔变形而导致卡紧。5)无论是组合式还是整体式多路换向阀都设计有上、下盖或是定位套等定位件。由于这些组成件的偏心也容易引起阀芯的偏置,因而导致运动阻滞,造成卡紧。 液压阀芯安装