
- 品牌
- 源桐合金电极
- 型号
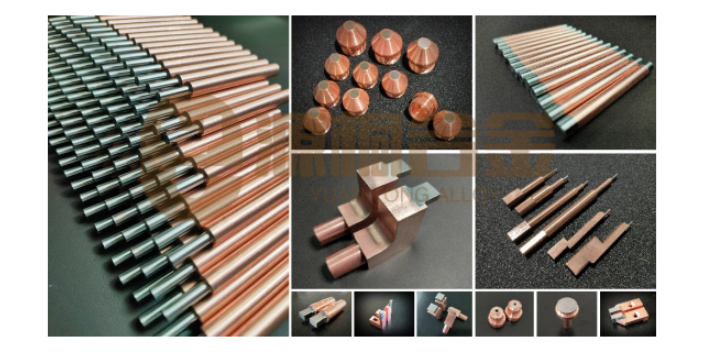
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
加工电阻焊电极时的注意事项如下:1.表面处理:电极的表面应光滑、平整,无油污和氧化层。在电极使用前,应进行仔细的表面清理,可以使用砂纸或刮刀进行研磨。2.尺寸控制:电极的直径和长度应符合要求,以确保焊接时接触面积和压力的稳定。3.硬度选择:电极的硬度应适中,既不能太软也不能太硬。太软的电极容易磨损,太硬的电极则可能对工件产生划痕。4.均匀性:电极的材质和硬度应均匀,以确保焊接时压力的均匀分布。5.耐磨损性:电极应具有较好的耐磨损性,以减少更换频率并提高生产效率。6.安装与调整:电极安装后应进行仔细的调整,确保电极与工件接触良好,同时避免过大的压力导致工件变形。7.维护与保养:定期对电极进行维护和保养,包括清洗、研磨和更换等,以确保其正常使用。8.安全操作:操作时应戴手套、防护眼镜等安全设备,避免因高温或飞溅的金属造成伤害。9.操作规范:严格遵守操作规程,包括电极的使用顺序、更换周期等,以确保焊接质量和效率。10.培训与经验:操作人员应经过专业培训,熟悉电极的加工和使用技巧。导电性、持续时间长、良好的焊接性和机械性能是满足电阻焊的基本条件。质量电阻焊电极标准
电阻焊电极
无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。(2)点焊接头自动超声波检测:电阻焊接头质量的C扫描检测系统的结构。该系统使用的超声聚焦探头的直径为12毫米,在水中的焦距为26.4毫米,焦柱直径为0.34毫米,和频率为10MHz的二维扫描。其原理是基于超声波的会聚效应和多次反射引起的反射波的衰减,从而使紧密结合表面的底波与界面波分离。将超声波发射、接收、分析、记录装置与计算机相结合,获得焊点的声扫描图像,能够以图像的形式区分焊点中的飞溅、气孔、收缩和裂纹。质量电阻焊电极标准简要分析各种电阻焊电极的特点。

电阻焊电极在焊接过程中,面临着高温、高压和高电流的极端环境,工作条件非常恶劣。当导电和导热性能相似时,其高温热稳定性的好坏直接决定了它的使用寿命长短。因此,我们对三种典型的电极材料(CuCr、CuCrZrMg和弥散铜)进行了研究,以了解它们的热变形行为。通过分析在不同高温情况下的应力-应变曲线,我们可以确定其高温热稳定性以及使用寿命长短。同时,我们还对、挤压工艺、挤制品后续不同的加工方法对组织与性能的影响以及退火温度对材料硬度的影响进行了研究。研究结果显示,挤压温度对材料的性能影响较大,冷模锻是。此外,,其软化温度可超过1000℃。所以用它来做一般用途的电阻焊电极,主要作为点焊或缝焊低碳钢、镀层钢板的电极,也可以作为焊低碳钢时的电极握杆、轴和衬垫材料,或作为焊低碳钢时的电极握杆、轴和衬垫材料。
电阻焊电极是电阻焊设备中的重要组成部分,主要用于传递电流和热量,使工件加热并焊接在一起。电阻焊电极通常由铜或铜合金制成,具有良好的导电性和热传导性能。在使用电阻焊电极时,需要注意以下几点:1.选择适当的电极形状和尺寸,以适应不同的工件形状和大小。2.保持电极表面的清洁和平整,以确保电流和热量的传递效率。3.控制电极的压力和焊接时间,以确保焊接质量和稳定性。4.定期检查电极的磨损和损坏情况,及时更换或修复电极。5.根据不同的焊接要求,选择合适的电极材料和涂层,以提高焊接质量和效率。适用于不同场景的电阻焊电极选择。

点焊电极头的材质该用哪种?不同材质焊接的产品也不相同吗?
电极帽是焊接电极的一种,用于焊接电阻焊接设备,如固定式点焊机、悬挂式点焊机、焊钳式点焊机等。因为它是用在电极连杆上,所以被称为电极帽。电极帽的材质多为铬锆铜,也有分散铜。焊接一定次数(一般为1000—1200点)后,由于磨损而需要修复或更换,这是一种焊接耗材。电极帽主要由铬锆铜制成。在纯铜中加入微量的铬和锆,可显著提高其硬度和高温软化温度。具有良好的高温力学性能、较高的硬度和强度、导电性和耐磨性。很好。轧制钢板的焊接过程中,有效地减少了电极帽的磨损和打磨次数,从而提高了电极的使用寿命。铬锆铜制成的电极帽一般用于碳钢板、不锈钢板、涂层板等零件的点焊。些电极帽也使用分散铜,一般用于焊接镀锌板,因为如果使用铬、锆、铜制成的电极帽进行焊接,铬会与镀锌板中的锌发生化学反应,生成铜—样物质影响焊接质量,而分散铜可以较好地解决这一问题。分散铜电极帽适用于焊接镀锌钢板、铝制品、碳钢板、不锈钢板等零部件。 强调合理选用电阻焊电极的关键性。广东现代电阻焊电极维修价格
电极的材质和形状设计对电阻焊的电流分布、热传导和焊接质量有着至关重要的影响。质量电阻焊电极标准
电阻焊电极的定义:电阻焊电极是指用于电阻焊工艺的电极,是一种用于传递电流和压力的焊接工具。操作步骤如下:1.将待焊接的两个金属工件表面清理干净,并放置在电极之间。2.根据金属工件的形状和大小选择合适的电极,并将电极放置在工件上。3.调整电极的位置和压力,确保电极与工件表面紧密接触,同时保证电流能够顺利通过电极。4.接通电源,开始焊接。在焊接过程中,需要不断调整电流和压力,以确保焊接质量和工件的一致性。5.当焊接完成时,关闭电源,取下电极,并检查焊接质量和工件的完整性。以上是电阻焊电极的基本定义和操作步骤.质量电阻焊电极标准

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 日用电阻焊电极怎么收费 2024-12-29
- 广东特点电阻焊电极哪里买 2024-12-29
- 比较好的电阻焊电极直径 2024-12-28
- 国产电阻焊电极批发价 2024-12-28
- 实用电阻焊电极打磨 2024-12-28
- 什么电阻焊电极使用方法 2024-12-28
- 便宜的电阻焊电极工厂直销 2024-12-28
- 广东进口电阻焊电极批发价 2024-12-27
- 广东特色电阻焊电极故障维修 2024-12-27
- 比较好的电阻焊电极零售 2024-12-27




- 广东进口电阻焊电极销售价格 2024-12-26
- 广东本地附近电阻焊电极钨铜 2024-12-26
- 比较好的电阻焊电极哪里有卖的 2024-12-25
- 广东合金电阻焊电极厂家 2024-12-25
- 广东办公用电阻焊电极批发价 2024-12-25
- 好的电阻焊电极价格优惠 2024-12-25




- 广州进口镶钨电极工厂直销 12-29
- 广东特点电阻焊电极哪里买 12-29
- 比较好的电阻焊电极直径 12-28
- 广东什么是钨铜触头缺点 12-28
- 广东便宜的钨铜触头使用方法 12-28
- 国产电阻焊电极批发价 12-28
- 实用电阻焊电极打磨 12-28
- 浙江辅助镶钨电极推荐 12-28
- 什么电阻焊电极使用方法 12-28
- 便宜的电阻焊电极工厂直销 12-28