
- 品牌
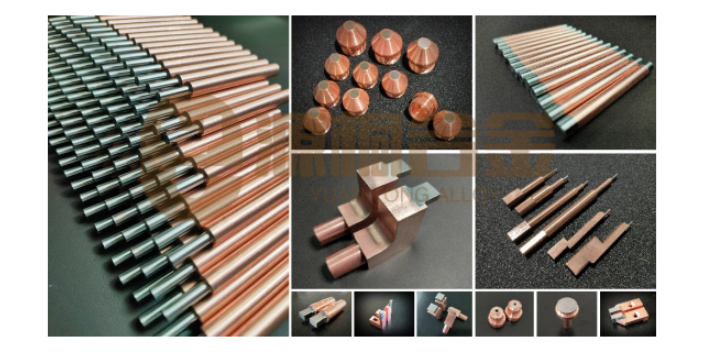
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
呼吁广大用户合理选用电阻焊电极,提高焊接质量和效率的操作建议:一、电阻焊是一种广泛应用于各类金属连接工艺的电热过程,广泛应用于机械、汽车、钣金加工、家电等领域。电极是电阻焊的关键部件,其选材、设计和制造都会对焊接质量和效率产生重要影响。因此,合理选用电阻焊电极,对于提高焊接质量和效率具有重要意义。二、操作建议1.了解需求:首先,要明确所需焊接材料的类型、厚度以及焊接工艺要求。不同的材料和厚度需要选用不同种类的电极,而不同的焊接工艺要求也会影响电极的选择。2.选材匹配:根据所需焊接的材料和工艺要求,选择适合的电极材料。通常,不锈钢、铝合金等有色金属适合选用铜合金电极,而碳钢、低合金钢等黑色金属则适合选用铬铜、铬锆铜等电极材料。3.确定电极形状:电极的形状设计应根据被焊工件的形状和尺寸来确定。例如,对于大型平板工件的焊接,应选用平板电极;对于管道或圆筒形工件的焊接,则应选用圆棒电极。4.保证制造质量:电极的制造过程应严格控制,确保其尺寸精度、表面质量以及内部材质的均匀性。同时,对于硬质合金电极,其硬质合金部分的合金成分、颗粒度以及结合强度等参数也需严格把控。 介绍电阻焊电极的概念和应用范围。广东导电的电阻焊电极厂家
电阻焊电极
电阻焊电极技术操作简单,机械化程度高,在未来的应用之中仍将占有重要地位。铜合金是电阻焊技术的关键部件,具有不可替代性。几十年用以,人们对沉淀强化高的强度高导铜合金电极材料进行了大量的研究,也开发出了许多性能优异的合金系列。今后研究的重点是:进一步研究现有合金体系的强化机理,提高其性能。继续研究开发具有自主知识产权的新型电阻焊电极用铜合金。合金元素的多样化和工艺的优化。强度高、高导电性铜基复合材料具有铜合金无法比拟的优越性能,是未来发展的方向。广东镀银电阻焊电极零售电阻焊机可采用恒流和恒压两种电流精密补偿方法,有效克服电网电压波动和二次回路阻抗变化对电流的影响。

电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。
我公司生产的主要型号:49U,49S,UM-1,UM-5,钟振,半振。适用机型:封焊电极适用于日本Origin、美国BarchMark、科信1型、科信2型及韩国等压封设备。公司本着“以客户为中心”的宗旨,以现代化的管理、合理的价格、良好的信誉与多家企业建立了长期友好的合作伙伴关系。通过二十年来诚实守信和认真严谨的经营,已发展成多地区经营集设计、生产、加工、贸易、自动化工程为一体的集团化发展公司。源桐合金制品(深圳)有限公司将继续以客户需求为导向,不断提升产品质量和服务水平,为客户提供更优良的产品和解决方案。我们愿与各界朋友携手合作,共同推动产业的创新与发展。我们的联系方式如下:联系人:茅经理手机:邮箱:xingya@地址:深圳市宝安区航城街道九围社区九围第三工业区5号A1栋厂房3层。电阻焊的三个要素是焊接电流、焊接压力和焊接时间。电阻焊接中一个重要部件影响这三种元素-电极的问题。

在进行电阻焊电极的电流密度和热分布计算时,通常需要遵循以下操作步骤:1.确定电极材料:首先需要确定电极材料的电阻率、热导率、熔点等物理性质。这些性质将影响电流的传导和热量的产生。2.确定焊接参数:确定焊接时的电流、电压、电极压力、焊接时间等参数。这些参数将影响电流密度和热分布。3.建立模型:根据电极材料和焊接参数,建立适合计算电流密度和热分布的模型。可以使用有限元分析软件或其他数值计算工具进行建模。4.进行模拟计算:将模型输入到计算软件中,设置适当的边界条件和初始条件,进行模拟电阻焊电极的电流密度和热分布计算。广东镀银电阻焊电极零售
电阻焊电极的尺寸和形状设计。广东导电的电阻焊电极厂家
超声波检测:超声波检测可以确定完全未焊透(零件间有间隙时)、气孔、缩孔和裂纹。然而,“粘着”很难(一种没有渗透),主要是因为形成“粘着”的氧化膜的厚度远远小于超声波检测仪所能检测到的尺寸。06涡流检测:涡流检测可检测熔核尺寸和未焊透缺陷。其原理是利用已建立的熔核直径与焊接区导电率间的关系进行比较。如,铝合金点焊熔核为正常尺寸时,焊接区导电率比母材降低10%~15%,而发生未焊透时只降低5%~7%。工作时,探头放置在焊点表面,产生的交变磁场在零件之中感应出涡流,涡流的大小取决于熔核的大小。如果熔核减小,金属的导电性就会增加,这会引起探头—零件系统的电参数发生变化,导致输出电压相位发生变化,从而引起测量仪表的指针发生相应的偏转。无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。。广东导电的电阻焊电极厂家

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 日用电阻焊电极怎么收费 2024-12-29
- 广东特点电阻焊电极哪里买 2024-12-29
- 比较好的电阻焊电极直径 2024-12-28
- 国产电阻焊电极批发价 2024-12-28
- 实用电阻焊电极打磨 2024-12-28
- 什么电阻焊电极使用方法 2024-12-28
- 便宜的电阻焊电极工厂直销 2024-12-28
- 广东进口电阻焊电极批发价 2024-12-27
- 广东特色电阻焊电极故障维修 2024-12-27
- 比较好的电阻焊电极零售 2024-12-27




- 广东进口电阻焊电极销售价格 2024-12-26
- 广东本地附近电阻焊电极钨铜 2024-12-26
- 比较好的电阻焊电极哪里有卖的 2024-12-25
- 广东合金电阻焊电极厂家 2024-12-25
- 广东办公用电阻焊电极批发价 2024-12-25
- 好的电阻焊电极价格优惠 2024-12-25




- 广东特点电阻焊电极哪里买 12-29
- 比较好的电阻焊电极直径 12-28
- 广东什么是钨铜触头缺点 12-28
- 广东便宜的钨铜触头使用方法 12-28
- 国产电阻焊电极批发价 12-28
- 实用电阻焊电极打磨 12-28
- 浙江辅助镶钨电极推荐 12-28
- 什么电阻焊电极使用方法 12-28
- 便宜的电阻焊电极工厂直销 12-28
- 全自动钨铜触头直径 12-28