- 品牌
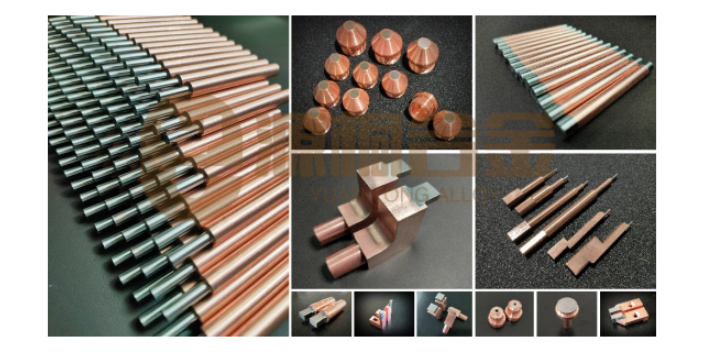
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极一般使用哪种铜:1.紫铜:紫铜具有优良的导电性和导热性,适合用于需要高导电性和导热性的场合,如电子设备、电气设备等。2.黄铜:黄铜具有较好的导电性和耐腐蚀性,适合用于需要较强度和耐腐蚀性的场合,如船舶、石油化工等。3.青铜:青铜具有较好的导电性和耐磨性,适合用于需要较强度和耐磨性的场合,如齿轮、轴承等。4.白铜:白铜具有较好的导电性和耐腐蚀性,适合用于需要强度和高耐腐蚀性的场合,如海洋工程、化学工业等。针对不同应用场景选择合适的电阻焊电极类型。广东靠谱的电阻焊电极结构
电阻焊电极
点焊电极头的材质该用哪种?不同材质焊接的产品也不相同吗?
电极帽是焊接电极的一种,用于焊接电阻焊接设备,如固定式点焊机、悬挂式点焊机、焊钳式点焊机等。因为它是用在电极连杆上,所以被称为电极帽。电极帽的材质多为铬锆铜,也有分散铜。焊接一定次数(一般为1000—1200点)后,由于磨损而需要修复或更换,这是一种焊接耗材。电极帽主要由铬锆铜制成。在纯铜中加入微量的铬和锆,可显著提高其硬度和高温软化温度。具有良好的高温力学性能、较高的硬度和强度、导电性和耐磨性。很好。轧制钢板的焊接过程中,有效地减少了电极帽的磨损和打磨次数,从而提高了电极的使用寿命。铬锆铜制成的电极帽一般用于碳钢板、不锈钢板、涂层板等零件的点焊。些电极帽也使用分散铜,一般用于焊接镀锌板,因为如果使用铬、锆、铜制成的电极帽进行焊接,铬会与镀锌板中的锌发生化学反应,生成铜—样物质影响焊接质量,而分散铜可以较好地解决这一问题。分散铜电极帽适用于焊接镀锌钢板、铝制品、碳钢板、不锈钢板等零部件。 现代电阻焊电极硬度电阻焊的优点是什么?有缺点吗?

无损检测新技术:电阻焊是一种机械化、自动化程度较高的高效、先进的焊接方法。焊接接头质量在线自动检测技术一直是其发展方向和研究热点。(1)点焊接头实时射线成像自动检测:在航空航天产品之中,很多结构件采用铝合金点焊,对焊点质量要求很高。由于点焊接头内部结构的特点,通过射线照相可以在底片之上发现焊接接头外部的缺陷。但其检测效率很低,周期长。采用实时成像方法可以较好地解决这一问题。(2)点焊接头自动超声波检测:电阻焊接头质量的C扫描检测系统的结构。该系统使用的超声聚焦探头的直径为12毫米,在水中的焦距为26.4毫米,焦柱直径为0.34毫米,和频率为10MHz的二维扫描。其原理是基于超声波的会聚效应和多次反射引起的反射波的衰减,从而使紧密结合表面的底波与界面波分离。将超声波发射、接收、分析、记录装置与计算机相结合,获得焊点的声扫描图像,能够以图像的形式区分焊点中的飞溅、气孔、收缩和裂纹。
电阻焊电极的操作方法:1.操作前检查:检查电极是否完整,没有磨损或裂纹,电极杆和电极帽是否紧固。2.清理电极:在焊接前,需要清理电极表面,去除任何杂质和氧化物。这可以使用砂纸或刮刀来完成。3.选择正确的电流:根据所需的焊接强度和电极材料,选择合适的电流。4.调整电极位置:确保电极与焊接表面完全接触,电极轴线与焊接表面垂直。5.开始焊接:将电源接通,调整电流,按下焊接按钮,观察焊接情况。6.监控焊接过程:注意观察焊接点的颜色和形状,确保焊接质量。7.结束焊接:当焊接完成时,切断电源,松开电极,取下焊接件。8.检查焊接结果:检查焊接点的质量和强度,如果有需要,进行修复或重新焊接。9.维护电极:在每次使用后,电极需要进行修整和清洁,以备下次使用。10.安全操作:操作时需要佩戴防护眼镜和其他必要的防护设备,遵循安全操作规程。请注意,不同型号的电阻焊机在操作方法上可能存在细微差异。操作时建议阅读并遵循电阻焊机的使用手册。电阻焊电极的选型和评价。

电阻焊电极-电极是一种焊接消耗品。即使是采用优良品质材料制成的点焊电极,在使用时也需要进行修整和清洁,这样会延长电极的使用寿命。电阻焊电极在焊接过程中极易被氧化、污染、磨损和变形。如果不及时清理和修整,将对焊接质量产生重大影响。电极清洗的周期应取决于电极的材料和焊接件的材料。电极清洗修整方法:如果电极表面有氧化物、污垢和轻微磨损,可用砂布垫之上橡胶垫的平板进行抛光修复。如果电极表面的磨损和变形较大,可以用锉刀进行矫正。电极磨损和变形较大时,应更换新的。焊接铝合金时,如果电极表面有轻微氧化和污染,应立即清理干净,否则,会降低铝合金的耐蚀性。焊接相同材料的电极,交流电源的电极比直流电源的电极更容易被污染。对于电阻焊,通常采用合金电极。常用的合金电极材料有:低碳钢、中碳钢、高碳钢和合金钢等。广东定做电阻焊电极批发商
电阻焊电极的电流密度和热分布计算。广东靠谱的电阻焊电极结构
电阻焊电极的选型和设计要求是操作电阻焊机的重要步骤,以下是具体操作:1.确定电极材料:根据焊接材料的力学性能和化学成分来选择电极材料。一般来说,电极材料应具有高导电性、高导热性和良好的力学性能。常用的电极材料有铜、铜钨合金、铜合金等。2.设计电极形状:电极的形状应与被焊接工件的形状相适应,同时要便于加工和安装。一般来说,电极头部应该具有较大的表面积,以便于传递热量和压力,而尾部则应该具有足够的强度和刚度,以便于连接电极杆。3.确定电极尺寸:电极的尺寸应与被焊接工件的尺寸相适应。一般来说,电极头部直径应该根据工件厚度和焊接功率来确定,而电极长度则应该根据工件大小和操作空间来确定。4.考虑电极热损失:由于电阻焊过程中会产生大量的热量,因此电极材料的热损失也是一个需要考虑的因素。一般来说,电极材料的热导率应该较高,以便于将热量传递给工件。5.确定电极安装方式:电极的安装方式应该与电阻焊机的结构相适应,同时要保证电极位置的精度和稳定性。一般来说,电极通过电极杆连接在焊接机上,因此需要设计合适的电极杆结构和安装方式。 广东靠谱的电阻焊电极结构

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 日用电阻焊电极怎么收费 2024-12-29
- 广东特点电阻焊电极哪里买 2024-12-29
- 比较好的电阻焊电极直径 2024-12-28
- 国产电阻焊电极批发价 2024-12-28
- 实用电阻焊电极打磨 2024-12-28
- 什么电阻焊电极使用方法 2024-12-28
- 便宜的电阻焊电极工厂直销 2024-12-28
- 广东进口电阻焊电极批发价 2024-12-27
- 广东特色电阻焊电极故障维修 2024-12-27
- 比较好的电阻焊电极零售 2024-12-27


- 广东进口电阻焊电极销售价格 2024-12-26
- 广东本地附近电阻焊电极钨铜 2024-12-26
- 比较好的电阻焊电极哪里有卖的 2024-12-25
- 广东合金电阻焊电极厂家 2024-12-25
- 广东办公用电阻焊电极批发价 2024-12-25
- 好的电阻焊电极价格优惠 2024-12-25




- 广东特点电阻焊电极哪里买 12-29
- 比较好的电阻焊电极直径 12-28
- 广东什么是钨铜触头缺点 12-28
- 广东便宜的钨铜触头使用方法 12-28
- 国产电阻焊电极批发价 12-28
- 实用电阻焊电极打磨 12-28
- 浙江辅助镶钨电极推荐 12-28
- 什么电阻焊电极使用方法 12-28
- 便宜的电阻焊电极工厂直销 12-28
- 全自动钨铜触头直径 12-28