- 品牌
- 海邦
- 型号
- 齐全
接触器在短时间内触头过度磨损的原因有哪些?如何处理?接触器在短时间内触头过度磨损的原因及处理方法如下:1)、接触器选用欠妥,在以下场合时,容量不足:a.反接制动;b.操作频率过高,接触器降容使用或改用适于繁重任务的接触器。2)、三相触头不同时接触,调整至触头同时接触。3)、负载侧短路,排除短路故障,更换触头。4)、接触器不能可靠吸合,按动作不可靠处理办法处理。接触器触头烧损太快有本身的质量问题,也有选用不当造成触头烧蚀太快的原因。遇到这种问题,首先应该检查负荷电流是否超过接触器额定电流太多,或者是否用于频繁启动的场合,确属这种情况,则应更换大容量的交流接触器。如果被控对象是三相电动机,则应检查三相触头是否同步。如果不同步,三相电机启动时短时间内属于缺相运行,导致另外,还应检查触头压力是否正常,触头压力太小,会造成触头接触电阻增大,引起启动电流过大,应进行调整。真空接触器采用模块化设计,便于安装和维护。安徽35KV真空接触器工厂

为什么要更换真空接触器,因为它的损坏会导致无法选出故障线路,那么真空接触器在投切中电阻选线过程中处于什么样的位置?具体又是进行了怎么样的操作的呢?在系统正常运行时,不投入并联中值电阻,当系统某条线路出现单相接地故障时,真空接触器闭合投入并联中值电阻,从而使故障点的电流增大,中值电阻保持在系统中0.5秒钟后切除,由于此时故障电流较大,因而可以方便地根据所有线路零序电流的变化和比较找出发生了接地故障的线路。其具体实现过程为:①某条线路出现单相接地故障时,按预先的设定延时启动真空接触器将中值电阻投入到系统中;②采样各线路零序电流和系统电压;③按预先的设定延时启动真空接触器切除中值电阻,采样各线路零序电流和系统电压;④计算各线路并联中电阻投切前后的故障信号特征值;⑤根据各线路的故障信号特征值判断故障线路。杭州真空接触器厂家电话真空接触器可以在高频率的开关操作下保持稳定的性能和可靠性。

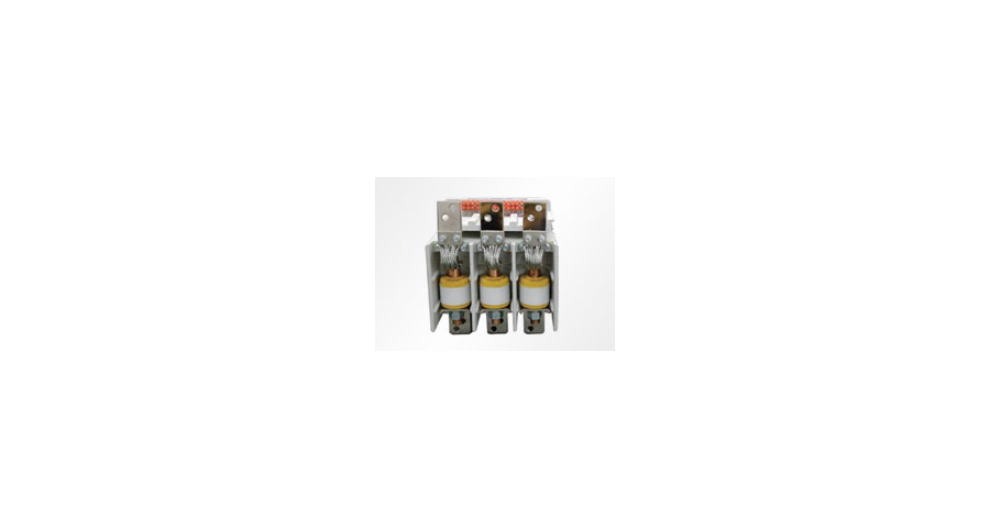
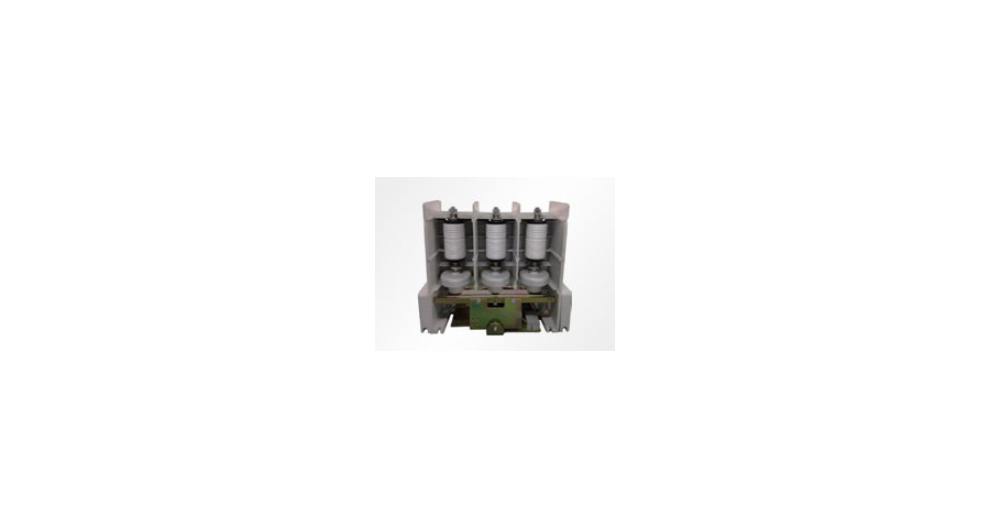
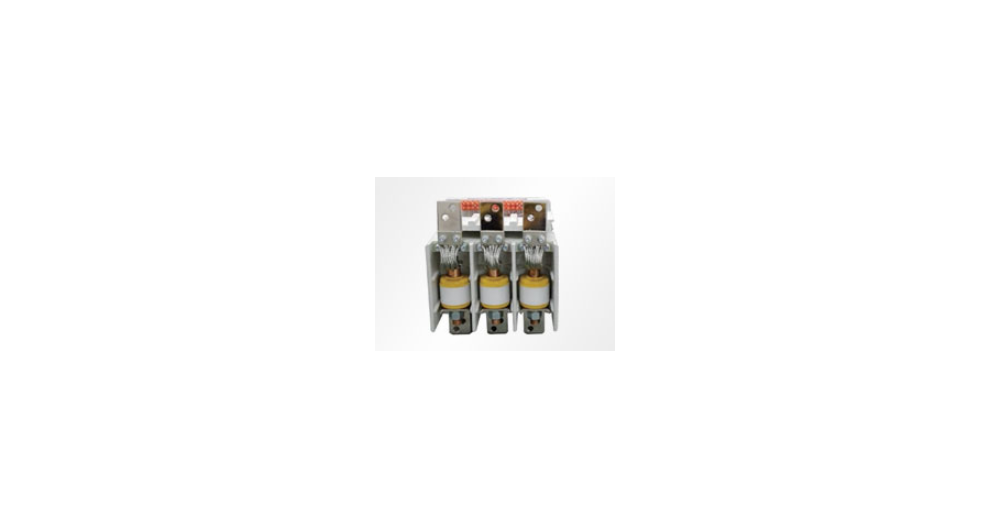
真空接触器由真空开关管、绝缘架,动臂、磁路支撑架、电磁操作机构及整流装置组成。电磁操作机构由铁心、线圈、磁极板、衔铁板、转轴、动臂等组成。真空接触器熄弧能力强,耐压性能好,操作频率较高,寿命长,无电弧外喷,体积小、重量轻、维修周期较长。真空接触器的真空灭弧室制造时工艺要求很高,如果工艺不良,灭弧室的真空容易下降。触头材料材质不好,在分断电流时会出现 "截流过电压"现象,即在分断电流时,由于真空灭弧室的熄弧能力很强,电弧电流不是自然过零时切断,而是从电流的某一值突然降到零,由此而出现高的过电压。截流电压会危及电气设备的安全运行。真空接触器是否有故障,可以根据其能否准确无误地合闸、分闸并可靠地保持在合闸、分闸位置来判断。主回路方面的故障,可以从接触器例行的检修和维护中发现并排除。
在煤矿井下掘进机施工的实际工作当中,为了尽量避免掘进机电控系统的故障,就要通过实践不断摸索和探讨理论积累经验,以便能够掌握一套更好、更快的处理掘进机电控系统故障的技术方法,这样也能够节约修复时间,保证掘进机能够正常运行。一般来说,掘进机电控系统主要集中在隔离开关、PLC控制器、控制变压器、外置油泵电机、截割部电机、照明漏电保护单元等地点出现故障。但是,这些部位出现的问题还不能在现场解决,因为像PLC控制器、控制变压器、照明漏电保护单元,都是电子模块高度集成控制的,其模块、电容、电阻的损坏,井下规定是不准带电检修、维护和焊接的,所以只能更换损坏的部件。像电机的一般故障短路、漏电、断相等,都是内部绕组的问题,此也只能是更换处理。而唯有真空接触器的故障是可以通过人员现场处理来解决的,也是所有掘进机所共用的部件。真空接触器可以通过手动或电磁控制来实现开合操作,具有较大的灵活性。
接触器上标识的额定工作电压是指其主触点的额定工作电压,即在规定条件下允许接触器主触点正常工作的电压值。一般交流接触器的额定工作电压主要有110V、220V、380V、500V、660V等几种,直流接触器主要有110V、220V、440V、660V等几种。选用交流接触器时,其主触点的额定工作电压应大于或等于负载电压。接触器上标识的额定工作电流是指其主触点的额定工作电流,即在规定条件下允许接触器主触点正常工作的电流值。一般接触器中常用的额定工作电流等级有5A、10A、20A、40A、60A、100A、150A、250A、400A和600A。常用的交流电磁线圈额定电压有36V、110V、220V和380V,直流有24V、48V、110V、220V、440V。在规定条件下试验时,在8h工作制下,各部分温升不超过极限值时所承载的较大电流。真空接触器的结构紧凑,体积较小,适用于空间有限的场所安装和使用。山东高压真空接触器批发
真空接触器对操作人员的保护程度高,避免了由于接触电压而造成的伤害。安徽35KV真空接触器工厂
交流接触器吸合不正常:交流接触器吸合不正常,是指交流接触器吸合过于缓慢,触头不能完全闭合,铁芯发出异常噪声等不正常现象。其原因及处理办法如下:1)、由于控制回路的电源电压低于85%额定电压,电磁线圈通电后产生的电磁力小,不能将动铁芯迅速吸向静铁芯,造成接触器吸合缓慢或吸合不紧,此时应将控制回路的电源电压调整到额定工作电压。2)、弹簧压力不足,造成接触器吸合不正常;弹簧的反作用力过大,造成吸合缓慢;触头弹簧压力超程过大,使铁芯不能完全闭合;触头的弹簧压力与释放压力过大,造成触头不能完全闭合。处理的办法是适当调整弹簧压力,必要时更换弹簧。3)、由于动静铁芯间的间隙过大,可动部分卡住、转轴生锈或变形,造成接触器吸合不正常,处理时可拆下动静铁芯进行检查,调小间隙,清洗转轴和支承杆,必要时更换配件。安徽35KV真空接触器工厂

在大电流吸合,电压电流的下降也会使吸合线圈达不到吸合的要求,从而迫使线圈无压释放。由于线圈的释放,电动机停止转动。同时,线圈继续有电流通过,其端电压得到恢复,这又开始了下一个吸合过程。在此主要调整反作用弹簧的后固定调节螺栓,使反作用弹簧加大,以增加它的蓄能能力,实现一次完成吸合,即可解决接触器的打点现象。再说,真空管的行程过小,这也是打点的重要原因。增大真空管动、静触头的距离,这也是可以达到处理打点现象的结果,其行程较大距离2.4+0.2mm。假如其一不能解决打点现象,则需要同时对反作用弹簧和真空管的行程来进行调整。还有一种现象,那就是桥式整流电路损坏,控制电流得不到整流,使得直流线圈形成了半...
- 广东真空接触器在哪里买 2025-01-07
- 杭州低压交流真空接触器厂家直销 2025-01-07
- 广东低压交流真空接触器多少钱一个 2025-01-07
- 河南单相高压真空接触器哪里买 2025-01-06
- 深圳高原型真空接触器品牌 2025-01-06
- 江苏低压交流真空接触器排行榜 2025-01-06
- 安徽低压真空接触器定做 2025-01-06
- 杭州中置式真空接触器厂 2025-01-06
- 上海单极真空接触器品牌 2025-01-05
- 重庆直流真空接触器厂家电话 2025-01-05


- 浙江直流真空接触器品牌 2025-01-04
- 山东手车式真空接触器公司 2025-01-04
- 广东真空接触器厂家排名 2025-01-04
- 河南单极真空接触器定做 2025-01-04
- 四川单相高压真空接触器哪里有 2025-01-04
- 河北单相高压真空接触器工厂 2025-01-04


- 河北模块化接触器工作原理 01-07
- 苏州交流低压大电流真空接触器定做 01-07
- 安徽小型接触器企业 01-07
- 广东低压交流真空接触器多少钱一个 01-07
- 深圳单极交流高压真空接触器品牌 01-07
- 河南单相高压真空接触器哪里买 01-06
- 上海交流低压大电流真空接触器作用 01-06
- 深圳高原型真空接触器品牌 01-06
- 江苏低压交流真空接触器排行榜 01-06
- 浙江半导体接触器优点 01-06