- 品牌
- 源桐合金电极
- 型号
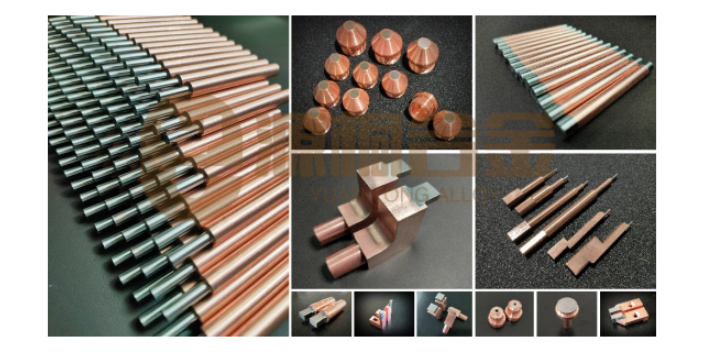
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
适用范围广:镶钨电极适用于各种高温高压环境下的电弧放电、电火花加工、等离子体切割等领域。总之,镶钨电极是一种高性能、高稳定性的电极材料,适用于各种高温高压环境下的电弧放电和等离子体切割等领域。电阻焊电极示例电阻焊是将被焊工件压缩在正负极间,利用大电流在工件与焊接接触面间产生的电阻热,将工件接触面加热至塑性或部分熔化状态,并在压力之下形成焊缝接头的焊接方法。源桐公司专业生产电阻焊电极。从原材料的生产,到机械加工成品电极,源桐在汽车点焊有将近20年的经验。我们可以不但提供标准电极,还可根据客户的图纸加工电极。我们擅长定制特殊材料的汽车点焊部件的焊接部件。我们的目标是帮助客户的电极延长使用寿命,提高焊接质量。源桐合金专业生产各种规格的钨电极,钼电极,镶嵌电极等高级品质微点焊电极头。钨铜触头示例钨铜材质的接触器(通称“触头”,又称钨铜触头)广大应用于SF6高压和中压断路器之中。源桐合金采用真空熔渗法制作钨铜触头基体,内部结构均匀,耐烧蚀。钨铜基体与棒材的结合有很多种方法。其中,我公司精良的技术保证钨铜与棒的结合强度非常高,在高温电弧作用之下不会开裂(630A,电弧温度在3000度左右)。电阻焊电极的工艺流程。上海定制电阻焊电极价格

电阻焊电极在焊接时,电极头在焊机里是比较重要的角色,好的焊点离不了好品质的设备及电极,电极归属于一类损耗材料,应用前后应留意以下几个方面:1、电极头务必维持光洁,伴随着焊点的提升电极慢慢发生磨损或表面损伤,可以用电极修磨器或锉刀、砂纸打磨。2、将细纹平锉放到上下电级中间,将功能挑选旋钮放置“气阀”位置,踩住脚踏开关至底,使电极夹住锉刀,在水平方向往返转动锉刀,待两电极间接触面修平整后,放开脚踏,上电极复位;、用细砂纸打磨电极接触面,进而使电极与工件维持良好的接触;4、电极归属于消耗品,应视状况替换新电极。河南辅助电阻焊电极压力电阻焊电极原理与应用 焊接厚0.1mm~9mm。

什么是电阻焊?电阻焊是指利用电流通过焊件和触头产生的电阻热作为热源,对工件进行局部加热,同时对工件加压进行焊接的方法。焊接时,不需填充金属,生产率高,焊件变形小,易于实现自动化。电阻焊是一种以电阻热为能源的焊接方法,包括以渣电阻热为能源的电渣焊和以固体电阻热为能源的电阻焊。电阻焊是通过电流流过工件的接触面及邻近区域,将其加热至熔融或塑性状态,形成金属结合的一种焊接方法。电阻焊接方法主要有四种,即点焊、缝焊、凸焊和对焊。
我公司生产的主要型号:49U,49S,UM-1,UM-5,钟振,半振。适用机型:封焊电极适用于日本Origin、美国BarchMark、科信1型、科信2型及韩国等压封设备。公司本着“以客户为中心”的宗旨,以现代化的管理、合理的价格、良好的信誉与多家企业建立了长期友好的合作伙伴关系。通过二十年来诚实守信和认真严谨的经营,已发展成多地区经营集设计、生产、加工、贸易、自动化工程为一体的集团化发展公司。源桐合金制品(深圳)有限公司将继续以客户需求为导向,不断提升产品质量和服务水平,为客户提供更优良的产品和解决方案。我们愿与各界朋友携手合作,共同推动产业的创新与发展。我们的联系方式如下:联系人:茅经理手机:邮箱:xingya@地址:深圳市宝安区航城街道九围社区九围第三工业区5号A1栋厂房3层。精密电阻焊电极的压力一般在10~20Kgf之间比较合适。

电极焊电极的操作步骤:1.准备电极:选择合适的电极材料,如铜、铜钨合金或银钨合金等。根据焊接需要,将电极加工成所需形状和尺寸。2.清洁工件:使用砂轮、钢丝刷等工具清洗工件表面的氧化膜、油污等,以确保焊接质量。3.装配工件:将工件放置在焊接夹具中,确保工件之间的相对位置准确无误。4.定位焊缝:在工件需要焊接的位置上,进行定位焊缝的操作。定位焊缝应短而牢固,以保证在焊接过程中不会脱落。5.焊接:将电极与工件接触,并施加适当的压力。然后通过电流的作用,使电极与工件之间的接触面熔化,形成焊缝。在焊接过程中,需要根据工件的材料、厚度等因素调整焊接参数,如电流、电压、焊接时间等。6.取出电极:在完成焊接后,将电极从工件中取出。7.检查焊缝质量:检查焊缝是否平整、牢固,是否存在气孔、夹渣等缺陷。如果存在缺陷,需要进行修整或重新焊接。8.清理现场:在完成焊接后,包括清理焊渣、废弃物等。以上是电极焊电极的操作步骤,电阻焊电极的作用原理。宝安区合金电阻焊电极用途
电阻焊电极在焊接时,电极头在焊机里是比较重要的角色。上海定制电阻焊电极价格
什么是电阻焊设备?电阻焊设备是由电源、电极、本体和控制装置等部分组成,可完成电阻焊工艺或类似工艺。它可以是一个单独的设备,也可以是一个综合机械设备的一部分。电阻焊的组成设备一般电阻焊设备由三个主要部分组成。1.机械装置:由机架、加压机构、传动机构、夹紧送料机构等组成。2.性能要求:机身:有足够的刚性、稳定性和满足安装要求的能力。目前大多采用钢板或钢管接结构。3.增压机制:良好的跟随性,可提供恒定或可变的压力曲线。有杠杆传动、电动凸轮传动、气压传动、气液传动等形式。电极可以直线或圆弧移动,但直线是很好的。焊接后压力和焊接位置应可调。压力要快,摩擦力要小。焊件厚度变化时,压力不应发生明显变化。电阻焊的三个要素是焊接电流、焊接压力和焊接时间。电阻焊接中的一个重要部件存在影响这三种元素-电极的问题。因此,电极对焊接质量起着非常重要的作用,承担着传递焊接电流、焊接压力和散热等功能。电阻焊电极必须具有能承受高温的强度和硬度,因为电阻焊在焊接工件时,焊接电流瞬间通过电极产生大量的热量,同时电极还必须能承受被焊接工件的高温。设备要想长时间运行,选择电极的本质要求是优良的抗变形和抗磨损性能。上海定制电阻焊电极价格

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 日用电阻焊电极怎么收费 2024-12-29
- 广东特点电阻焊电极哪里买 2024-12-29
- 比较好的电阻焊电极直径 2024-12-28
- 国产电阻焊电极批发价 2024-12-28
- 实用电阻焊电极打磨 2024-12-28
- 什么电阻焊电极使用方法 2024-12-28
- 便宜的电阻焊电极工厂直销 2024-12-28
- 广东进口电阻焊电极批发价 2024-12-27
- 广东特色电阻焊电极故障维修 2024-12-27
- 比较好的电阻焊电极零售 2024-12-27




- 广东进口电阻焊电极销售价格 2024-12-26
- 广东本地附近电阻焊电极钨铜 2024-12-26
- 比较好的电阻焊电极哪里有卖的 2024-12-25
- 广东合金电阻焊电极厂家 2024-12-25
- 广东办公用电阻焊电极批发价 2024-12-25
- 好的电阻焊电极价格优惠 2024-12-25




- 广州进口镶钨电极工厂直销 12-29
- 广东特点电阻焊电极哪里买 12-29
- 比较好的电阻焊电极直径 12-28
- 广东什么是钨铜触头缺点 12-28
- 广东便宜的钨铜触头使用方法 12-28
- 国产电阻焊电极批发价 12-28
- 实用电阻焊电极打磨 12-28
- 浙江辅助镶钨电极推荐 12-28
- 什么电阻焊电极使用方法 12-28
- 便宜的电阻焊电极工厂直销 12-28