- 品牌
- 畅桥真空
- 型号
- 详情请咨询
真空腔体的维护工作内容:(1)真空腔体安装好后,通入相应量的氮气保压30分钟,检查有无泄漏,如发现有泄漏请用肥皂沫查找管路、管口泄漏点,找出后放掉气体拧紧,再次通入氮气保压试验,无泄漏后开始正常工作。(2)当降温冷却时,可用水经冷却盘管进行内冷却,禁止速冷,以免过大的温差应力,造成冷却盘管、釜体产生裂纹。工作时当釜内温度大于100℃时,磁力搅拌器与釜盖间的水套应通冷却水,使得水温小于35℃,以免磁钢退磁。(3)保护装置:采用正拱型金属爆破片,材质为不锈钢,出厂时已试验好,不得随意调整。如果已爆破,需重新更换,更换期限由使用单位根据本单位的实际情况确定,对于大于爆破片标定爆破压力而未爆破的应更换,经常使用建议不大于爆破片的下限压力的80%,更换时应注意爆破片凸面向上。(4)反应完毕后,先进行冷却降温,再将真空腔体内的气体通过管路泄放到室外,使釜内压力降至常压,严禁带压拆卸,再将主螺栓、螺母对称地松开卸下,然后小心的取下釜盖(或升起釜盖)置于支架上,卸盖过程中应特别注意保护密封面。(5)釜内的清冼:每次真空腔体操作完毕后,应经常清洗并保持干净,不允许用硬物质或表面粗糙的物品进行清洗。控制系统通常由电子或计算机控制系统组成,用于控制内部的加热、冷却和真空泵等各个部分的工作状态和参数。贵州真空腔体制造
真空腔体的制作工艺介绍:为了减小腔体内壁的表面积,通常用喷砂或电解抛光的方式来获得平坦的表面。超高真空系统的腔体,更多的是利用电解抛光来进行表面处理。焊接是真空腔体制作中重要的环节之一。为避免大气中熔化的金属和氧气发生化学反应从而影响焊接质量,通常采用氩弧焊来完成焊接。氩弧焊是指在焊接过程中向钨电极周围喷射保护气体氩气,以防止熔化后的高温金属发生氧化反应。超高真空腔体的氩弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。南昌镀膜机腔体定制焊接是真空腔体制作中重要的环节之一。

真空腔体传热夹套的形式有哪些?
1、如果真空腔体加热介质是水蒸汽,则入口管应靠近夹套上端,冷凝液从底部排出。如果传热介质是液体则入口管应安置在底部,液体从底部进入,上部流出,使传热介质充满整个夹套的空间。
2、有时对于较大型的容器,为了获得较好的传热效果,在夹套空间设螺旋导流板,以缩小夹套中流体的流通面积,提高流体的流动速度和避免短路,但结构较为复杂一些。
3、当真空腔体直径较大或采用的传热介质压力较高时,又常采用焊接半圆螺旋管或螺旋角钢结构,以代替夹套式结构。这样不但能提高传热介质的流速,改变传热效果而且能提高反应器外抗压的强度和刚度。
4、为了提高传热效率,在夹套的上端开有不凝性气体排出口,夹套同器身的间距视容器公称直径的大小采用不同的数值,一般取25~100mm。
5、夹套的高度决定于传热面积,而传热面积是由工艺要求确定,但须注意是夹套高度一般不低于料液的高度,应该比器内液面高出50~100mm左右,以保障充分传热。
6、随着真空腔体容积的增加,传热光靠夹套已很不够,常常要在反应器内设置附加传热挡板。
真空腔体使用时的常见故障及措施:真空腔体是可以让物料在真空状态下进行相关物化反应的综合反应工具。具有加热快、抗高温、耐腐蚀、环境污染小、自动加热等几大特点,是食品、生物制药、精细化工等行业常用的反应设备之一,用来完成硫化、烃化、氢化、缩合、聚合等的工艺反应过程。真空腔体使用时常见的一些故障及解决办法如下:1、容器内有溶剂,受饱和蒸汽压限制。解决办法:放空溶剂,空瓶试。2、真空泵能力下降。解决办法:真空泵换油(水),清洗检修。3、真空皮管,接头松动,真空表具泄漏。解决办法:沿真空管路逐段检查、排除。4、仪器作保压试验,在没有任何溶剂的情况下,关断所有外部阀门和管路,保压一分钟,真空表指针应不动,表示气密性良好。解决办法:(1)重新装配,玻璃磨口擦洗干净,涂真空硅脂,法兰口对齐拧紧;(2)更换失效密封圈。5、真空腔体的放料阀、压控阀内有杂物。解决办法:清洗。超高真空腔体的氩弧焊接,原则上必须采用内焊,即焊接面是在真空一侧,以免存在死角而发生虚漏。

随着我国经济的快速发展和相关工业的进一步发展,高真空度真空腔体业企业生存和发展的外部环境发生了巨大变化,遇到了良好的发展机遇。现今半导体产业、光电面板产业、太阳能产业的设备中,几乎都设有腔体装置。而这些设备藉由腔体装置的气密空间来提供一个干燥且除气的作业空间,而避免作业过程中气泡及水分的污染,故腔体装置的气密程度即为设备性能好坏的关键因素。因此各大企业相对于过去都提高了相关设备要求,高真空度真空腔体产业不断壮大,国内对高真空度真空腔体需求与日俱增,市场前景非常广阔。真空腔体每次使用后要及时将其清洗干净,以免锈蚀。河南铝合金真空腔体价格
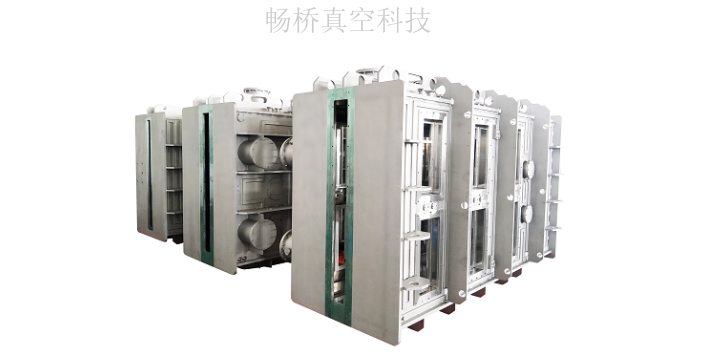
多边形真空腔体(箱体)普遍用于各种工业涂装系统,其功能是在大范围的基板上沉淀出一层功能性和装饰性薄膜。贵州真空腔体制造
真空腔体几种表面处理方法:
喷丸:喷丸即使用丸粒轰击工件表面并植入残余压应力,提升工件疲劳强度的冷加工工艺。喷砂:喷砂是利用高速砂流的冲击作用清理和粗化基体表面的过程,即采用压缩空气为动力,以形成高速喷射束将喷料(铜矿砂、石英砂、金刚砂、铁砂、海南砂)高速喷射到需要处理的工件表面,使工件表面的外表面的外表或形状发生变化。
机械抛光:机械抛光是靠切削、材料表面塑性变形去掉被抛光后的凸部而得到平滑面的抛光方法,一般使用油石条、羊毛轮、砂纸等,以手工操作为主,特殊零件如回转体表面,可使用转台等辅助工具,表面质量要求高的可采用超精研抛的方法。超精研抛是采用特制的磨具,在含有磨料的研抛液中,紧压在工件被加工表面上,作高速旋转运动。利用该技术可以达到表面粗糙度Ra0.008μm,是各种抛光方法中比较高的,光学镜片模具常采用这种方法。 贵州真空腔体制造
- 陕西铝合金真空腔体制造 2024-10-28
- 四川铝合金真空腔体供应 2024-10-28
- 安徽真空腔体连续线生产厂家 2024-10-28
- 广州真空腔体供应 2024-10-28
- 武汉真空腔体制造 2024-10-28
- 云南不锈钢真空腔体供应 2024-10-28
- 山西真空腔体连续线销售 2024-10-28
- 河南真空腔体报价 2024-10-28
- 福州铝合金真空腔体报价 2024-10-28
- 江苏非标真空设备腔体生产厂家 2024-10-28
- 辽宁真空腔体报价 2024-10-28
- 湖南不锈钢真空腔体加工 2024-10-28


