所属公司:上海野齿仪器科技有限公司
联系地址:上海市青浦区上海市青浦区北青公路10688弄3号1层
主营行业:测长仪|量块比较仪|立式指示表检定仪|计米器检定仪
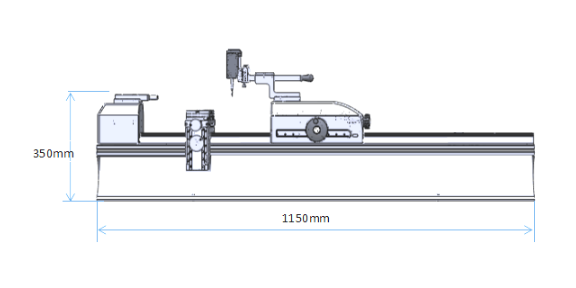
螺纹机检测螺纹的工作原理螺纹机类似二维坐标扫描测量仪,采用接触扫描式检测原理,具有方法简单、测量精度高、工作效率高、综合成本低、测量结果***等优点,是螺纹综合参数测量的比较好方案。螺纹机利用牙顶自定心夹具)(外螺纹使用V型面夹具,内螺纹使用两刀口夹具,见图2)对螺纹进行定位,保证螺纹的轴截面与扫描针的运动平面重合螺纹机检测螺纹的工作原理螺纹机类似二维坐标扫描测量仪,采用接触扫描式检测原理,具有方法简单、测量精度高、工作效率高、综合成本低、测量结果***等优点,是螺纹综合参数测量的比较好方案,其构造如图1所示。螺纹机利用牙顶自定心夹具)(外螺纹使用V型面夹具,内螺纹使用两刀口夹具,见图2)对螺纹进行定位,保证螺纹的轴截面与扫描针的运动平面重合螺纹扫描仪的操作界面友好,我们提供详细的用户手册和视频教程,帮助客户快速上手。舟山螺纹综合扫描测量仪定做厂家

我们以创新科技推动全球测量领域的健康高质量发展,在测量尤其是几何量计量测量领域拥有超过10多年的研发积累。我们非常注重研发投入,并且持续投入大量资金与业内**学者长期合作进行技术储备。我们在上海拥有生产工厂,在中国各主要工业城市建立了健全的销售服务网络,保证有效和及时地提供专业技术支持和服务。未来,我们将继续秉承以技术革新为引导,让测量更加精确和便捷为使命,持续为社会创造价值,与客户共同进步,不断超越客户期望,实现公司长远战略目标与社会价值。镇江螺纹测量机厂家螺纹扫描仪的操作简单、易于上手,无需专业技术人员,降低了企业的培训成本和使用门槛。

螺纹综合测量机采用的非接触测量方法,可以测量需要避免接触造成的损伤、变形和损伤的工件,需要测量放大的细小形状的工件,以及传统方法难以测量的工件。灰度计算机内部将图像转换为数值进行存储,并将数值分配给图像的每个像素。由数值定义的灰度级决定了图像质量。计算机提供两种类型的灰度:二值化和多值化。图像中的像素通常以256个灰度级显示。螺纹综合测量机尺寸测量图像由像素组成。如果要测量的间隔中的像素数量被计数并乘以像素的大小,则该间隔可以被转换成长度的数值。例如,正方形工件一侧的像素总数为300个像素(如下图所示)。假设成像放大倍数下的像素尺寸为10μm,工件总长度为10μm×300像素= 3000微米= 3 mm。
螺纹综合测量机作为一种guangfan使用的机械零件,在机械连接和传动中起着重要的作用。检查其精度是否符合标准是一项常见的工作。很多人非常关注线程检测方法。让我们来看看几种常用的螺纹测量方法的优缺点。螺纹综合测量机量规包括环规和塞规,环规检测外螺纹尺寸,塞规检测内螺纹尺寸。环规和塞规都有检测工具,用于检测极限尺寸和较小极限尺寸。螺纹综合测量机塞规用于内螺纹的检查,环规用于外螺纹的检查。螺纹量规是测量内螺纹尺寸精度的工具。螺纹量规有很多种,形状上可分为普通粗齿、细齿和管螺纹。节距为0.35毫米或更小、2级精度和3级精度高于2级精度、节距为0.8毫米或更小的塞规没有末端探头。100毫米以下的锥柄螺纹量规。超过100毫米是双柄螺纹量规。螺纹扫描仪的市场竞争激烈,但凭借其好的性能和服务,能够在激烈的竞争中脱颖而出,赢得更多客户。

特点优势1、全自动检测螺纹综合参数:测量中无需人工干预和计算,2分钟内即可完成所有被测参数的扫描测量,并显示所有测量结果,自动生成检定报告,**简化了传统测量中操作人员的工作强度,提高了测量效率和测量质量与精度。(1)客户选好螺纹类型、输入相关检测信息,点击“开始"后,计算机自动控制高精度伺服电机精确驱动测针与被测螺纹接触扫描,不需人工干预;(2)高精度光栅测量系统自动记录扫描过程中的坐标变化,由计算机自动计算螺纹相关参数,自动形成分析图表;(3)检定软件自动生成检定报告。螺纹扫描仪的软件界面简洁直观,我们提供详细的操作指南,让客户能够轻松上手。镇江螺纹测量机厂家
螺纹扫描仪的数据存储和备份功能可靠,保证数据安全,防止信息丢失。舟山螺纹综合扫描测量仪定做厂家
螺纹综合测量机具有自动生成检定报告功能:螺纹综合测量机采用高精度光栅测量系统,高精度气浮轴承,进口伺服电机控制,高稳定性工业计算机控制系统及超大容量存储器技术,实现螺纹综合参数的全自动、高精度测量。通过高精度气浮轴承系统驱动测针与被测螺纹接触扫描,测量系统记录接触扫描过程中水平和垂直方向的坐标变化记录,由计算机将二维记录数据进行合成,按螺纹参数的相关定义进行分析,计算获得螺纹的各种参数。螺纹综合测量机具有自动生成检定报告功能。舟山螺纹综合扫描测量仪定做厂家