钢衬四氟管道安装需要注意的问题。四氟管是塑胶中比较大的这种。在化工厂层面四氟管能够作防腐涂料,用于生产制造各种各样耐腐蚀零配件,如水管、闸阀、泵及管材连接头等。化工厂的机器设备层面,能用来制做管式反应器、蒸馏塔及防腐材料的内衬和镀层。有关四氟管具备许多的专业知识,下边详细介绍钢衬四氟管道安裝必须留意的难题。钢衬四氟管道安裝必须留意的难题:1.钢衬四氟管道的接口方式,较早它的接口方式均为活套法兰,管路里衬后是没法攻牙等某些实际操作为确保管道的安全性密封性特性务必选用活套法兰,适度的选用某些活套法兰能够防止许多安裝错误孔状况;2.钢衬四氟管道的长短难题;3.钢衬四氟管道的尺寸公差;4.钢衬四氟管道的公称直径。淄博松尚复合材料创新发展,努力拼搏。黑龙江PTFE设备定制

钢衬四氟储罐的翻边如何处理?钢衬四氟储罐的翻边处理,就是将拉伸好的钢管放置到翻边机器上,然后对翻边口进行预热处理,具体步骤如下:1、先用扩径工具对四氟口进行一步孔径;2、扩径用定径磨具进行定径处理;3、降温处理。到此一根钢衬聚四氟乙烯管道制作完毕;4、剩下的就是打磨处理及喷漆工作。钢衬四氟储罐有许多控制条件,整个工艺过程并不复杂,只是内含许多方法。在生产中应严格要求工作环境,以免因这方面引起的风险,采取相应措施不让管道损坏,内容如下:1、需要在工作岗位周围安装带防护栏杆和楼梯的天桥。厂房地面和天桥通道应敷设防滑地面。2、凡使用易燃物质的工艺过程应放在单独的厂房中,或安排在厂房内隔出的地段上,为施工人员配备个人防护用品和消防器材。3、流水线在工作区上空行走的在下面要铺设防护网,以免物件掉落。4、车间里通道应设火灾蔓延的设施如自动防火门、防火防烟挡板、水幕等。5、厂房内人行通道上不应有堆放设备、物件和电线横穿分,通道宽度不小于1m。6、多余的涂料和废漆等,应分开堆放在涂料库房。钢衬PE设备加工淄博松尚复合材料有限公司不断从事技术革新,改进生产工艺,提高技术水平。

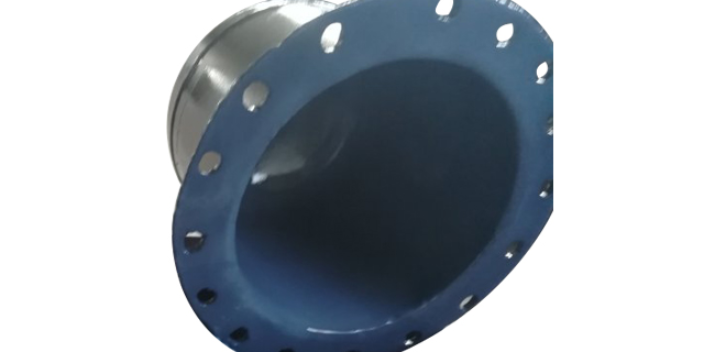
根据测量的尺寸切割无缝钢管。焊接钢管,并根据图纸焊料环。嘴环处采用手工焊接。焊接出现飞溅须用干净的锉刀进行处理,并且接地的地方是圆角圆形的,没有尖锐的边缘。在钢管底端部钻一个03号小孔,标记清晰,不能堵塞。该孔用于在加热过程中排出钢管与特氟龙管之间的残余气体,并在试压过程中观察特氟龙管是否损坏或泄漏。衬四氟设备的管道在衬里之前须预先组装好。接头应装有适当厚度的石棉巴金量规垫,以便衬里符合整体尺寸要求。将组装好的无缝钢管喷砂除去内壁的锈蚀,然后用压缩空气吹净钢管的内腔。四氟乙烯管插入管道。如果某些四氟乙烯管的不圆,不能强行插入,这样四氟乙烯会损坏管子。此时应该是热水,蒸汽或用于加热四氟乙烯管,加热温度应不超过中频加热炉100℃,否则,当插入管可引起的局部皱纹四氟乙烯或断开。切割四氟乙烯管时,应考虑翻边长度。一般在焊环表面以上预留35-40mm的长度。在翻边之前,首先在四氟乙烯中设置一个巴金石棉垫片(在焊接环表面上),否则翻边后不能定型。由于疏于加垫片,造成材料报废和返工损失。衬四氟设备的四氟乙烯管的翻边采用两步进行,先变成喇叭口,本翻边所用的轮胎为锥形(铝铸件),形状如图4所示。翻边时。
剖析钢衬塑储罐的焊接工艺。为保证钢衬塑储罐罐体的无焊缝和产品本身的质量,并确保投入生产工作和设备的安全,公司将采用高标准的焊接工艺,严格确保焊接作业的每一个环节。下面小编就阐述下钢衬塑储挂的焊接工艺流程。希望能够给大家带来更实质和更有价值的帮助!钢衬塑储罐的焊接包括:罐体本身焊接成型、法兰管口的焊接、人孔和封头的焊接。钢衬塑储罐结构壳体有Q235B碳钢板焊接而成,235B钢板有一定的伸长率、强度,良好的韧性和铸造性,易于冲压和焊接,主要用于机械上质量要求较高的焊接结构件。为提高钢衬塑储罐罐体结构的整体质量,对焊接工作要做一下具体规定:1、钢衬塑储罐罐体各部位焊接前的准备工作:(1)先焊纵焊缝,后焊环焊缝。当焊完相邻两圈壁板的纵焊缝后,再焊其间的环焊缝;先焊外侧焊缝,后焊内侧焊缝,在焊接内侧前,应清焊根(使用碳弧气刨清根并砂轮打磨)。(2)壁板纵缝焊接:采用焊条电弧焊或气体保护焊工艺,分段退焊。壁板纵缝下端留出50~100mm,在环缝组对后焊接。(3)壁板环缝焊接:主要采用焊条电弧焊,多层多道焊。对于板厚1Omm以上的环缝,也可采用埋弧自动横焊工艺,由多台焊机沿罐壁圆周对称均布),同一方向施焊。淄博松尚复合材料严格控制原材料的选取与生产工艺的每个环节,保证产品质量不出问题。

当企业在对任何设备进行使用时,为了确保设备在运行过程在中的安全,我们需要在启动之前就做好相关的设备检查工作,所以当我们在对衬塑设备进行使用时,一定要根据以下要求进行设备检查,从而降低设备的故障和问题。1、做好衬胶板的检查工作。2、通过使用3000伏每毫米的电火花进行检查,确保衬胶板没有渗漏点。3、检查衬塑设备胶板的厚度,我们可以使用测厚仪来测试胶板的厚度是否可以达到图纸中的要求。4、检查气泡,我们可以检查下衬胶层,搭缝的地方是否有漏压处,是否有空气残留在胶层中。5、外观检查,通常来讲,衬胶板的外观表面的平整度较好,搭缝也相当平直,所以我们就可以把凹点补平整。6、我们在衬胶结束的时候,就可以将入孔、接管口给封好,同时还可以防止灰尘进入设备中。7、对于衬塑设备来讲,我们应当在放置24个小时之后,才能进行硫化操作。因此,当我们在进行衬塑设备检查时,一定要遵循上述的检查要求进行正确的处理,从而得以更好的保证衬塑设备的使用,减少故障发生,保证使用效率和使用寿命。松尚生产的产品受到用户的一致称赞。重庆钢衬PP设备加工
松尚复合材料的行业影响力逐年提升。黑龙江PTFE设备定制
在使用衬塑设备的时候,有时候会出现转速降低的情况,这样就会导致提不上浆,从而影响我们的工作效率,那么造成衬塑设备转速降低的原因是什么呢,我们一起来看看吧。1、人为的因素,首先有相当一部分用户是因为原配电动机损坏,就算是随意配上另外一台电动机进行带动,结果也会造成流量少、扬程低甚至无法完成抽水的后果。2、传动带磨损,有很多大型离衬塑设备采用带传,因为长期的使用,传动带磨损,难免会出现这样那样的打滑情况,从而降低了本身的一个转速。3、安装不当,两带轮中间距过于小或者是两轴不太平行,传动带紧边安装到上面,致使包角过于小,两带轮直径计算差错以及联动轴传动的衬备两轴偏心距较大等等,都会有可能造成衬塑设备转速的变化。4、设备本身的机械故障,叶轮和反应罐轴紧固螺母松脱或反应罐轴变形产生弯曲的现象,造成叶轮多疑,直接和反应罐体产生摩擦或者是轴承造成损坏,都有可能让衬塑设备的转速降低。5、动力机维修不足,电动机因烧组烧毁,而失磁维修当中绕组匝数和娴静以及接线方法的改变,或者是维修当中故障未彻底排除因素也会让设备的转速发生改变。导致衬塑设备转速降低,除了有自身的原因之外,还有就是我们的人为因素了。黑龙江PTFE设备定制