- 品牌
- 协豪
- 型号
- 标准
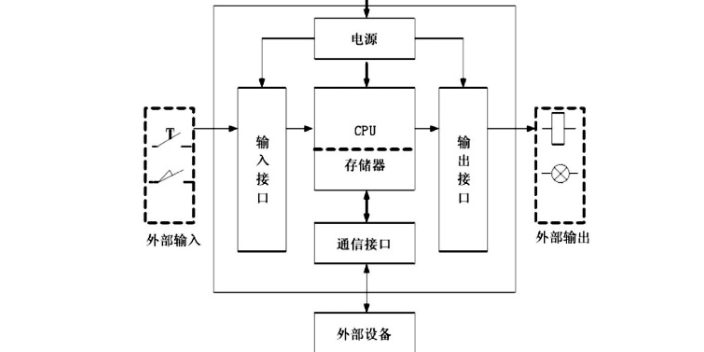
这个是PLC的重要指标之一,其值为。扫描周期T=(输入—点时间*输入端子数)+(指令执行速度*指令的条数)+(输出一点时间*输出端子数)+故障诊断时间+通讯时间从上式可看出,扫描周期已经决定了:.执行每条指令所占用的时间.程序中指令条数的多少指令执行所需的时间和用户程序的长短、指令的种类和CPU执行速度是有很大关系,一般来说。一个扫描的过程中,故障诊断时间,通信时间,输入采样和输出刷新所占的时间较少,执行的时间是占了绝大部分。PLC的响应时间是指PLC外部输出信号的改变时刻起止由它控制的有关外部输出信号变化的时刻之间的间隔,称为滞后时间,这个是由输入电路时间常数,输出电路的时间常数,用户语句的安排和指令的使用,plc的循环扫描方式及PLC对I/O的刷新方式等部分组成。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业。PLC在国内外已广泛应用于钢铁、石油、化工、电力、建材、机械制造、汽车、轻纺、交通运输、环保等各行业。南京PLC编程外包性价比

东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。S7-200PLC的硬件结构及系统构成、安装与接线学习1、学习什么内容?重点学习什么内容?(1)PLC的硬件结构(2)PLC的系统构成及CPU和模块参数(3)PLC的选型,安装及接线(重点)2、如何进行学习(学练结合)(1)学习S7-200从入门到精通的章内容(2)PLC是技术是一门实践性很强的技术,所有需要用于一台PLC,熟悉PLC的硬件结构,练习PLC与设备的接线链接。建议使用技成学习机箱进行练习,学习机箱是一款学习PLC技术的很好的DIY设备。从组装到接线全需自己动手。3、学习完后所需要达到的效果(1)能够根据控制要求完成项目中PLC的选型。(2)能够根据所选择好的PLC及控制要求,进行PLC接线图的设计,并完成PLC的安装及控制柜的接线安装。4、测试题目有一项目。河北永宏PLC编程外包质量协豪科技PLC控制系统外包,让您尽在掌控。

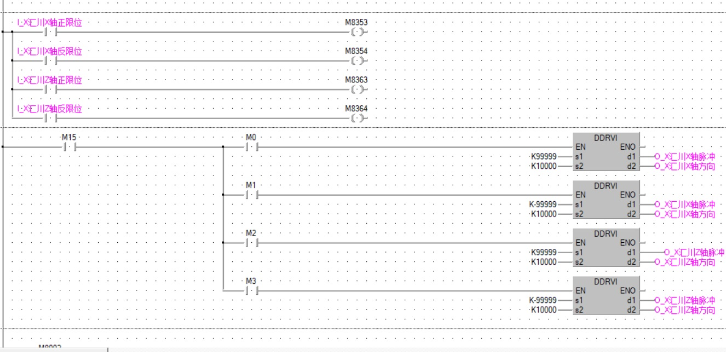
首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[。滚轮直径*)/一圈总脉冲数]、步进电机的位置控制就是角度控制与距离控制的综合。以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。请大家在实际的工作中领悟其中的道理PLC编程入门编辑PLC是一种在工业中被应用的自动控制元件。然而PLC应用与编程人才短缺已经成为制约我国自动控制领域发展的瓶颈。
能全部记住的当然更好:-))因为plc中那些不常用的指令,可能对于一些行业来说有些指令是这个行业几乎是一直都...三菱PLC编程两种时间继电器设置定时2小时的查询三菱FX3系列的PLC编程手册,我们知道定时器定时的长时间为,远远满足不了你需要的两个小时设置,那具体如何完成程序实现2小时的时间继电器呢,简单的方式就是连续使用4个定时器,每个定时器时间设置为30分钟,个时间到达...三菱PLC编程并调试定时与计数控制FX3G是三菱FX系列中的一款PLC,调试定时与计数器控制我们首先要了解下这两个软元件。定时器【T】用加法计算PLC中的1ms、10ms、100ms等的时钟脉冲,当加法计算的结果达到所指定的设定值时,输出触点就动作的软元件。作为设定值,可使用程序内存中的常数(K)...三菱plc编程软件com口怎么设置三菱plc编程软件GXWorks2更改com口如下图所示1,打开软件先点击下面连接目标--所以连接目标2,点击如下图的做上角选项3,在RS-232C,下面COM端口选择到你需要的COM口4,进行通讯测试。根据PLC的功能不同,可将PLC分为小型、中型、大型三类。
梯形图中的能流不是实际意义的电流,内部的继电器也不是实际存在的继电器,应用时,需要与原有继电器控制的概念区别对待。指令表语言指令表编程语言是与汇编语言类似的一种助记符编程语言,和汇编语言一样由操作码和操作数组成。在无计算机的情况下,适合采用PLC手持编程器对用户程序进行编制。同时,指令表编程语言与梯形图编程语言图一一对应,在PLC编程软件下可以相互转换。图就是与图PLC梯形图对应的指令表。指令表编程语言的特点是:采用助记符来表示操作功能,具有容易记忆。便于掌握;在手持编程器的键盘上采用助记符表示,便于操作。东莞协豪科技有限责任公司深耕自动化行业多年,是一家专业从事自动化产线、自动化设备软件解决方案的供应商,提供设备电气方案设计、PLC编程、机器人调试、视觉集成、Scada/Mes系统开发等一站式服务。方案涉及3C、锂电、包装、汽车、硅晶、线缆等各个行业,是100+自动化设备制造商的指定软件方案供应商。公司注重标准化管理和作业,致力于在工业自动化软件集成领域打造一支规模大、标准化程度高的正规。可在无计算机的场合进行编程设计;与梯形图有一一对应关系。其特点与梯形图语言基本一致。东莞协豪科技为公司及个人提供专业的工业PLC外包,方案定制,满意才付款,放心交易。长春松下PLC编程外包功能
协豪科技主要经营PLC、触摸屏及组态编程设计,电气控制桂设计安装,电气产品等外包。南京PLC编程外包性价比
在输入部分和电源单元之间安装一个滤波器。、确认正确的接线后,首先给CPU单元上电,然后再给负载上电。、断电时先切断负载的电源,然后再切断CPU的电源。PLC编程算法三脉冲量的计算脉冲量的控制多用于步进电机、伺服电机的角度控制、距离控制、位置控制等。以下是以步进电机为例来说明各控制方式。、步进电机的角度控制。首先要明确步进电机的细分数,然后确定步进电机转一圈所需要的总脉冲数。计算“角度百分比=设定角度/°(即一圈)”“角度动作脉冲数=一圈总脉冲数*角度百分比。”公式为:角度动作脉冲数=一圈总脉冲数*(设定角度/°)。、步进电机的距离控制。首先明确步进电机转一圈所需要的总脉冲数。然后确定步进电机滚轮直径,计算滚轮周长。计算每一脉冲运行距离。后计算设定距离所要运行的脉冲数。公式为:设定距离脉冲数=设定距离/[。滚轮直径*)/一圈总脉冲数]、步进电机的位置控制就是角度控制与距离控制的综合。以上只是天天自动化简单的分析步进电机的控制方式,可能与实际有出入,供各位同仁参考。伺服电机的动作与步进电机的一样,但要考虑伺服电机的内部电子齿轮比与伺服电机的减速比。有些事情说起来比较简单,但实际应用就有难度了。南京PLC编程外包性价比
东莞协豪科技有限责任公司是一家服务型类企业,积极探索行业发展,努力实现产品创新。是一家有限责任公司(自然)企业,随着市场的发展和生产的需求,与多家企业合作研究,在原有产品的基础上经过不断改进,追求新型,在强化内部管理,完善结构调整的同时,良好的质量、合理的价格、完善的服务,在业界受到宽泛好评。以满足顾客要求为己任;以顾客永远满意为标准;以保持行业优先为目标,提供***的软件开发,PLC开发,MES系统,SCADA开发。协豪科技以创造***产品及服务的理念,打造高指标的服务,引导行业的发展。


- 南京三菱PLC编程外包 2024-11-22
- 石家庄永宏PLC编程外包质量 2024-11-22
- 无锡PLC编程外包软件 2024-11-22
- 沈阳松下PLC编程外包质量 2024-11-22
- 河北富士PLC编程外包好不好 2024-11-22
- 南京PLC编程外包软件 2024-11-22
- 武汉欧姆龙PLC编程外包是什么 2024-11-22
- 江苏信捷PLC编程外包是什么 2024-11-22