- 品牌
- 佳控科技
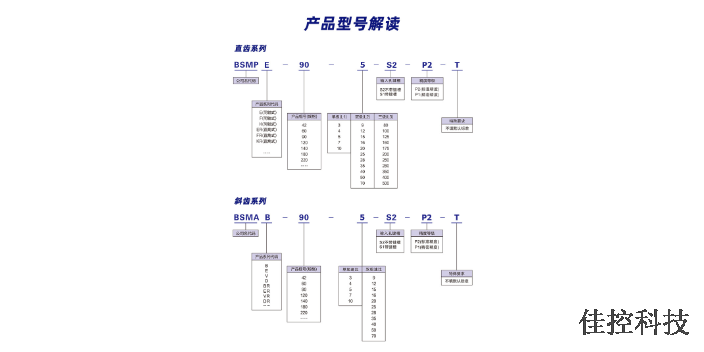
- 型号
- --
- 类型
- 齿轮-蜗杆减速器,蜗杆减速器,摆线减速器,摆线针轮减速器,行星齿轮减速器,圆柱齿轮减速器,无级减速器,谐波减速器
- 载荷状态
- 均匀载荷,强冲击载荷
传统衡量减速机性能的三个主要因素是:负载能力、疲劳寿命和运转精度,往往忽略了传动噪音。随着ISO14000、ISO18000两项标准的相继颁布,控制减速机传动噪音这一因素的重要性日趋明显,工业发展与需求对减速机的传动误差要求更为严格,对噪声控制的要求也越来越高。目前,减速机噪音形成因素,大致可从内、外啮合齿轮的设计、制造、安装、使用维护等几个方面进行分析。断裂轴的断口特征:断口是疲劳断口,轴是疲劳断裂。轴的断裂部位大部分正好位于联轴器与轴过盈配合的边缘处。早的疲劳裂纹大都发生在平键键槽的尖角处或过渡圆角处。轴的断口垂直于轴的轴线,基本上是一种度钢弯曲扭转型断口。应经常检查油位,若油量不足应即时补足。徐汇区K系列螺旋锥齿轮减速机产品介绍

轴承的比较大径向游隙测值和**小径向游隙测值的确定方法:用塞尺片沿滚子和滚道圆周间测量时,转动套圈和滚子保持架组件一周,在连续三个滚子上能通过的塞尺片的最大厚度为比较大径向游隙测值。在连续三个滚子上不能通过的塞尺片的**小厚度为**小径向游隙测值。取比较大和**小径向游隙测值的算术平均值作为轴承的径向游隙值。使用塞尺测量法所测得的游隙值允许包括塞尺厚度允差在内的误差。调心滚子轴承径向游隙采用塞尺测量法测量时,在每列的径向游隙值合格后,取两列的游隙值的算术平均值作为轴承的径向游隙值。硬齿面减速机哪里好安装锁紧须牢固可靠,不得在工作中产生位移。

减速机占比在是比较高的一个单体部件,一个关节、实现一个动作都需要一台减速机来支撑。行星减速机、RV精密摆线减速机、谐波减速器作为当前机器人主流的减速机,驱动系统要求传动系统间隙小、刚度大、输出扭矩高以及减速比大,因此采用行星排圆柱螺旋齿轮传动机构或结合行星排的摆线轮传动机构设计是必然,但国内对齿轮、摆线轮尤其内轮齿圈等关键零部件的加工精度不能完全保证,尚不能形成批量化生产,目前只能严重依赖进口,严重制约了自主化市场需求,这也直接导致了减速器是国产工业机器人成本居高不下的**重要因素。
这里包括了两种,一种角传动精度,这是减速机手册里都会标出来的,这影响的是机器人的定位精度;另一种是重复定位精度,这是减速机手册里没有,这影响的是机器人的重复定位精度。角传动精度一般减速机厂家都有专业的设备,但是客户自己也可以设计一些简易的方法去测。重复定位精度也一样。对于新减速机来说,要达到标称的1弧分以下,很多厂家是OK的,但是比较大的问题是一致性和稳定的。可能大部分厂家一开始精度都达标,但几个月后,要么精度跳上跳下,要么直接是越来越差。重复定位精度也如此,短时间内达到较高重复定位精度是没什么问题,但是时间长了,如何保持住就很难了。能耗低,性能优越,减速机效率高达95%以上;
先将差速器轴承调整螺母按相对方向调紧,直到差速器轴承不能转动为止,或在半浮式后桥壳差速器轴承止推面底部加足垫圈,以不让差速器抽承转动为止。然后以0.05-0.08毫米薄厚的垫片逐渐拆垫或松动螺母,使差速器在其位置上转动自如,达到用手拨转一次能转1-2转为好。但必须注意,应以差速器轴承盖或半浮式后桥壳紧固后的轴承间隙为准。如果用调整螺母的方法调整好的轴承间隙,在紧固差速器轴承盖后轴承间隙出现变化,轴承不能转动,这是轴承外套受轴承盖压力的原因。工作中,当发现油温温升超过80℃或油池温度超过100℃及产生不正常的噪声等现象时应停止使用。浙江现代化减速机大概多少钱
减速器在机械传动领域是连接动力源和执行机构之间的中间装置。徐汇区K系列螺旋锥齿轮减速机产品介绍
油的检查打开放油螺塞,取油样。检查油的粘度指数:—如果油明显浑浊,建议尽快更换。对于带油位螺塞的减速机:—检查油位,是否合格—安装油位螺塞。油的更换冷却后油的粘度增大放油困难,减速机应在运行温度下换油。切断电源,防止触电!等待减速机冷却下来无燃烧危险为止!注意:换油时减速机仍应保持温热。在放油螺塞下面放一个接油盘;减速器打开油位螺塞、通气器和放油螺塞;将油全部排除;装上放油螺塞;注入同牌号的新油;油量应与安装位置一致;在油位螺塞处检查油位;拧紧油位螺塞及通气器。徐汇区K系列螺旋锥齿轮减速机产品介绍
佳控科技,2009-06-19正式启动,成立了智能化产品,自动化产品,信息化产品,平台化产品等几大市场布局,应对行业变化,顺应市场趋势发展,在创新中寻求突破,进而提升佳空科技的市场竞争力,把握市场机遇,推动电工电气产业的进步。旗下佳空科技在电工电气行业拥有一定的地位,品牌价值持续增长,有望成为行业中的佼佼者。随着我们的业务不断扩展,从智能化产品,自动化产品,信息化产品,平台化产品等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。佳控科技始终保持在电工电气领域优先的前提下,不断优化业务结构。在智能化产品,自动化产品,信息化产品,平台化产品等领域承揽了一大批高精尖项目,积极为更多电工电气企业提供服务。
- 涡轮蜗杆减速机 2026-04-21
- 普陀区高精密减速机品牌 2026-04-21
- 转角高精密减速机厂家供应 2026-04-21
- 浙江专业减速机产品介绍 2026-04-21
- 静安区转角高精密减速机 2026-04-21
- 浙江高精密减速机大概多少钱 2026-04-21
- 松江区高精密减速机哪里好 2026-04-21
- 松江区硬齿面减速机 2026-04-20
- 青浦区精密型减速机 2026-04-20
- 嘉定区齿轮减速机供应商 2026-04-20
- 江苏硬齿面减速机品牌 2026-04-20
- 虹口区减速机产品介绍 2026-04-19