当谈到铝合金压铸时,有一些关键点需要我们牢记在心,这些也可以让我们更好地了解铝合金压铸技术的过程和应用。下面是十个关键点:(收藏不迷路)1.模具设计即是成功铝合金压铸的关键。2.压铸技术可以制造出高精度、高可靠性的铝合金产品。。4.披锋处理可以提高产品的光洁度,保证产品外观质量。5.喷油,喷漆涂装是铝合金压铸的一项必要工序。6.压铸水口冲压工艺可以切除压铸产品的水口。7.压铸速度、温度和压力都会对铝合金产品的质量产生影响。8.铝合金压铸通常采用冷室或热室压铸机器进行生产。9.铝合金压铸可以制造大量高质量复杂形状,且有度要求的铝合金产品。10.铝合金压铸应该遵循严格的质量控制标准,以确保产品质量。顺景园精密铸造是一家专业从事铝合金精密压铸加工的服务商。多年来我们不断提升技术水平、拓展市场的努力获得了良好的市场口碑和商业信誉。 上海松恒告诉您使用铝合金压铸的便捷性。青浦区加工铝合金压铸按需定制

制件精度高:压铸工艺可以制造高精度的铝合金制件,保证了产品的尺寸稳定性。(3)表面质量好:铝合金压铸件表面平整光滑,且易于进行表面喷涂或电镀,提高产品的外观质量。(4)材料利用率高:铝合金压铸工艺可以高效利用材料,减少废料产生,降低成本。(5)产品重量轻:相对于其他铸造工艺,铝合金压铸件具有较低的密度,可以在保证强度的情况下减轻产品重量。四、适用范围铝合金压铸工艺适用于生产复杂几何形状、度、高精度、高表面质量要求的铝合金零件。所生产的零件用于汽车制造、电子设备、航空航天、医疗器械等领域。浦东新区高精密铝合金压铸制作铝合金压铸应用再哪些地方?

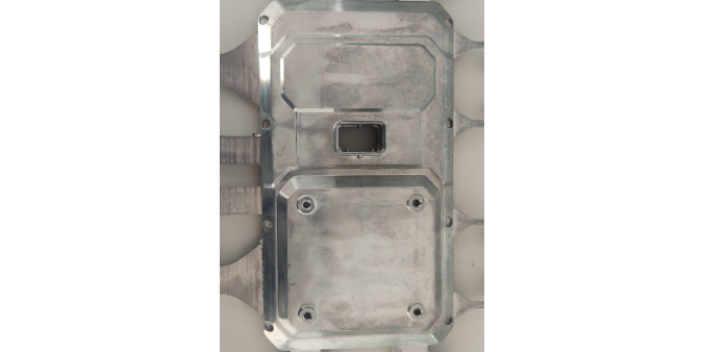
压铸铝合金缸体螺栓孔周边、水泵壳体附近的缩孔现象压铸生产后对缸体的主轴承螺栓孔和上下缸体螺栓孔区域进行剖切,发现预铸孔的底部有较大的气孔和缩孔(直径约ϕ1~5mm,或有长度超过10mm的细长缝隙),如图1中白圈所示。对压铸铝合金缸体的水泵壳体区域进行剖切,发现水泵壳体和缸体之间的连接处有很大的缩孔,缩孔的长部分超过20mm,如图2中白圈所示。3.2产生原因在压铸过程中铝液被压入并充满型腔后铝液开始凝固,由于模具表面的温度较低并且伴有水冷,铝液先从与模具接触的表面开始凝固,在**外面先形成一层硬壳,然后逐渐向内开始凝固。
重新分析剖面的结构发现在螺栓孔表面附近的3~4mm区域内没有气孔和缩孔出现。这是因为凝固时该区域由于型芯的冷却作用较早凝固,形成了一层致密的材料。根据这一现象,可以加深铸件螺栓孔并利用这一致密层作为螺纹的加工区域。在既要增加型芯长度又不能增加型芯底部直径的情况下,可通过减小拔模斜度进行改善,即将拔模角度从1.5°减小到1°,由此预铸孔深度从64mm增加到100mm,将缩孔区域从螺纹区域向下“赶”,保证螺纹区域的强度。改善之后的效果如图3中黑色曲线内部区域所示,缩孔区域已经明显缩小并且在螺纹区域之外。上海松恒与您分享铝合金压铸发挥的重要作用。

为了能够帮助大家更好的区分铝压铸和铝合金压铸,我们会从它们的性能特点、应用范围和制作优势上为大家详细讲述两者之间存在的差异。顾客在购买压铸产品的时候,也能够更好的根据自己的需求选择合适的压铸件产品。铝压铸的主要制作原材料是铝,将铝材加热至液态以后,将其注入到压铸机的模具内,然后经过压铸塑形,这就是铝压铸成型的基本过程。铝具有很好的流动性和可塑性,所以被广泛应用在压铸行业,而且使用铝材制作而成的零部件外形美观,再加上铝材价格不贵,所以制作成本降低,为企业创造了更多的财富。上海铝合金压铸的发展趋势。金山区制造铝合金压铸不良解决
铝合金压铸给社会带来了什么好处?青浦区加工铝合金压铸按需定制
铝合金压铸缺点压铸时由于液态金属充填型腔速度高,流态不稳定,故采用一般压铸铝法,铸件易产生气孔,不能进行热处理。对内凹复杂的铸件,压铸成型较为困难。铝合金压铸模具型寿命较低,寿命约在8万摸次。不宜小批量生产,其主要原因是压铸铝型制造成本高,小批量生产不经济。铝合金压铸不易实现阳极氧化,由于压铸出来后容易留下许多气泡或者沙孔,造成外观无法很好的修复,造成氧化后无法覆盖外观问题。注解:这里重点关注铝模压铸模次以及寿命,压铸铝牌号以及不能做外观氧化原因。青浦区加工铝合金压铸按需定制
上海松恒金属制品有限公司专注技术创新和产品研发,发展规模团队不断壮大。一批专业的技术团队,是实现企业战略目标的基础,是企业持续发展的动力。公司业务范围主要包括:铝压铸产品,精加工产品,锌压铸产品等。公司奉行顾客至上、质量为本的经营宗旨,深受客户好评。公司凭着雄厚的技术力量、饱满的工作态度、扎实的工作作风、良好的职业道德,树立了良好的铝压铸产品,精加工产品,锌压铸产品形象,赢得了社会各界的信任和认可。
铝合金压铸生产结构正确合理的铝合金压铸模具是铝合金压铸生产能否顺利进行的先决条件,并在保证铸件质量方...
【详情】铸铝合金的密度小于模具铁和模具钢,并且高于强度。因此,铝合金铸件在相同条件下使用铝合金铸件,可***应...
【详情】铝合金具有良好的铸造性能。铝合金压铸件由于熔点较低(纯铝熔点为660.230C,铝合金的浇注温度一般...
【详情】压铸是指在高压作用下,使液态或半液态金属以较高的速度充填压铸模具型腔,并在压力下成型和凝固而获得铸件...
【详情】在模具制造过程中容易产生内应力,而内应力对模具使用寿命有很大影响。因此,在制造加工模具过程中应尽量避...
【详情】铝合金压铸的主要制作材料是合金和铝,制作出来的铝合金压铸具有很好的光泽度,铝合金压铸厂在压铸件成型以...
【详情】铝合金压铸产品因其优异的材料性能、成型方便和轻量化等特点,成为国民经济中多个行业的基础零部件。目前铝...
【详情】铝及其合金在中性体系中阳极氧化沉积形成类陶瓷非晶态复合转化膜的工艺、性能、形貌、成分和结构,初步探讨...
【详情】以上是铝合金压铸熔炼注意事项方面的一些具体要点。需要注意的是,在实际操作中,必须坚持不断学习和改进,...
【详情】铸造铝合金的密度比铸铁和铸钢小,而比强度则较高。因此在承受同样载荷条件下采用铝合金铸件,可以减轻结构...
【详情】压铸工业中开发及创新的一些高新技术,大多都围绕汽车工业的高新要求而展开,包括动力、传动、转向、车体、...
【详情】产生原因铝合金缸体压铸时由于液态金属充填型腔速度高,模具型腔内的气体不易排出,容易残留在铝液中,铝液...
【详情】