- 品牌
- 源桐合金电极
- 型号
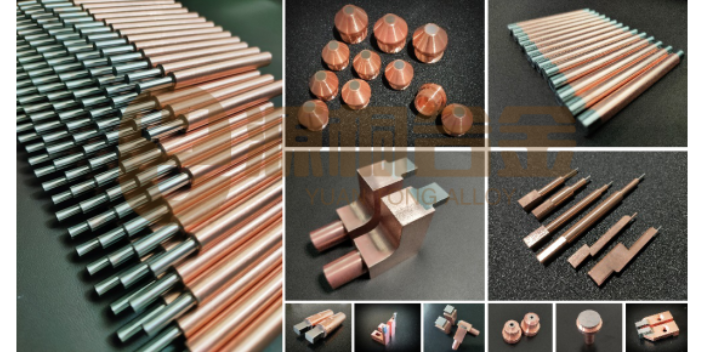
- C17500、C18150、C15760
- 适用范围
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极用铜合金的发展第 2 阶段, 从 20 世纪 80 年代初至20 世纪 90 年代初是热处理强化合金。通过热处理和冷变形联合加工, 利用添加少量析出强化合金元素进行合金化, 在不明显降低电导率的同时明显提高合金的强度和使用温度, 是国内外应用普遍的电极用铜合金。常用的典型材料有铬铜和铬锆铜 。第 3 阶段 ,从 20 世纪 90 年代开始 ,要求电极材料的 抗拉强度在 600 M Pa 以上, 同时具有高的电导率 。此类铜合金材料多为固溶时效强化型合金, 是强度高、中等电导率的电极材料 。这类材料的铸件通过适当的热处理, 可以有接近锻件的力学性能。常用材料有铍钴铜、镍铍铜。同时也发展了一些具有常用性能的铜合金 ,如合金硬度很高的铍铜要求高硬度及软化温度的钨铜 、铜和碳化钨等烧结材料[ 3] 。近年来世界各国开始采用弥散强化 、原位复合强化等特殊方法研制和开发性能更高的电极用铜合金。电阻焊电极的应该范围有哪些?深圳耐磨的电阻焊电极工艺

根据电极在电阻焊中要传导电流、压力和逸散焊接区热量的特点,对电极材料的要求基本如下:1、高的导电率和热导率,自身电阻发热小,能迅速逸散焊接区传递来的热量,以延长电极寿命,改善焊件表面状态。2、高温下的强度和硬度高,有良好的抗变形和抗磨损能力。3、高温下与金属焊件的形成合金化的倾向小。物理性能稳定,不易粘附。4、材料的生产成本低,加工方便,变形或磨损后易于更换。如果电极材料不良以及电极结构设计不合理,都会使电极在使用过程中磨损加剧,这样会增加电极修整时间,同时也使电极材料浪费过多。所以,选择电极材料和电极要根据使用用途来确定电极材料。湖北定制电阻焊电极硬度电阻焊电极的质量检验,分为破坏性检验和无损检验两类。

带你了解电阻焊电极的工作原理 “ 电阻焊电极是当电流通过导体时,由于电阻产生热量。当电流不变时,电阻越大,产生的热量越多。当两块金属相接触时,接触处的电阻远远超过金属内部的电阻。因此如有大量电流通过接触处,则其附近的金属将很快地烧到红热并获得高的塑性。这时如施加压力,两块金属即会联接成一体。 电阻焊焊接电极是利用电流通过工件时接触电阻发热,并在外压力作用下进行焊接的过程。用于夹持被焊接工件,通过所需电流并传递外压力的电极称为电阻焊电极。”
电阻焊,是指利用电流通过焊件及接触处产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。焊接时,不需要填充金属,生产率高,焊件变形小,容易实现自动化。 电阻焊利用电流流经工件接触面及邻近区域产生的电阻热效应将其加热到熔化或塑性状态,使之形成金属结合的一种方法。电阻焊方法主要有四种,即点焊、缝焊、凸焊、对焊。形成牢固的电阻焊接头,必须使两工件接触面间的距离达到与晶格参数同一数量级,所需能量达到很低,金属键的结合达到很稳定的状态,原子才能依靠金属键牢固地结合在一起。这样就必须由外部提供能量来克服工件互相靠近时原子间的斥力,并破坏原子与外部杂质的结合键,形成可靠的焊接接头。提供能量的方式一般有加热和金属变形,所以电阻焊的基本条件有两个,即外部压力和电流。作为电阻焊重要组成部分之一,电极也有着许多样式。

电阻点焊接 叠放焊接材,用连接有焊接用电源的通电用铜电极夹住焊接部分并通电,借助电阻产生的热量(焦耳热)进行溶融接合的焊法。在 FA(工厂自动化)中,电阻点焊接的自动设备正在被普遍用于生产线上的接合工序。连续连接焊接点的“焊缝焊接”,在单侧材料的接合部塑造突起,对突起部集中施加电阻热的“凸焊焊接”都是运用电阻点焊接的焊法。电阻焊是将被焊工件压紧于正负电极之间,利用大电流通过工件及焊接接触面间所产生的电阻热,将工件接触面加热至塑性或局部熔化状态,并施加压力下形成焊接接头的焊接方法。生产电阻焊电极时,需要注意哪些方面?制造电阻焊电极生产
电阻焊电极对于生产有什么好处?深圳耐磨的电阻焊电极工艺
作为钨、钼等难熔金属制品,铍钴铜、氧化铝铜、钨铜等合金电极的研发生产;电阻焊电极(碰焊电极、点焊电极、滚焊电极)、钨铜触头、钨电极、钼电极、镶嵌电极、镶钨电极、镶钼电极、镶钨铜电极加工制造;自动化生产设备、生产流水线工程解决方案设计与制造。经营企业,要在立足原有市场优势,巩固传统的基础上,加速研发新产品,改进落后工艺,提高产品的科学技术含量水平,增加附加值;立足本土文化背景,建立属于自己的品牌,构建行之的信息通道和飞速反应的决策机制,建立良好的信誉,为用户提供良好的产品和完善的服务只有使电阻焊电极,镶嵌电极,镶钨电极,钨铜触头的生产系统集成化,才能适应越来越激烈的市场竞争,并在竞争中脱颖而出。随着国内专业制造领域需求增大和销售渠道体系逐步完善,以往加工企业担心的内销量小、回款慢的情况也有巨大改善。企业既可以自建内销体系,也可以与综合实力强的贸易经销商合作共同开拓市场。、增强有限责任公司企业的售后服务水平。只是把产品卖出去对有限责任公司企业长期的发展没有任何意义,售后服务水平考验着一个品牌的综合实力,出名的品牌背后必定有着让人信赖的售后保证。五金企业需要意识到售后服务水平是增强品牌市场竞争力的一个重要法宝。深圳耐磨的电阻焊电极工艺
源桐合金制品(深圳)有限公司是一家钨、钼等难熔金属制品,铍钴铜、氧化铝铜、钨铜等合金电极的研发生产;电阻焊电极(碰焊电极、点焊电极、滚焊电极)、钨铜触头、钨电极、钼电极、镶嵌电极、镶钨电极、镶钼电极、镶钨铜电极加工制造;自动化生产设备、生产流水线工程解决方案设计与制造。的公司,是一家集研发、设计、生产和销售为一体的专业化公司。公司自创立以来,投身于电阻焊电极,镶嵌电极,镶钨电极,钨铜触头,是五金、工具的主力军。源桐合金继续坚定不移地走高质量发展道路,既要实现基本面稳定增长,又要聚焦关键领域,实现转型再突破。源桐合金始终关注五金、工具市场,以敏锐的市场洞察力,实现与客户的成长共赢。

电阻焊电极钨铜的操作主要涉及准备工作、焊接过程以及后续处理等方面。以下是一个详细的操作步骤和注意事项:一、准备工作电极选择:选用纯钨极或钨合金极作为电极,确保电极的质量和高熔点特性,不可用钼极等其他材料替代。材料准备:选择纯铜或铜合金材料作为待焊接的工件,确保材料的纯度和质量。设备检查:检查电阻焊机的工作状态,确保设备处于良好运行状态。根据铜材的厚度和形状,设置适当的焊接参数,包括焊接电流、时间和压力。表面处理:使用砂轮或钢丝刷等工具清洁铜材表面,确保表面无氧化物、油脂和其他污垢,以提高焊接质量。如有需要,可采用机械抛光或酸洗处理等方法进一步处理铜材表面。工具准备:准备必要的辅助工具,如切割机...
- 河北国内电阻焊电极规格 2025-01-07
- 河北附近哪里有电阻焊电极收购价 2025-01-06
- 江西国内电阻焊电极使用方法 2025-01-06
- 河北特色电阻焊电极生产 2025-01-06
- 江西二手电阻焊电极规格 2025-01-05
- 河北特点电阻焊电极冲压 2025-01-05
- 河北加工电阻焊电极哪里买 2025-01-05
- 河北合金电阻焊电极零售 2025-01-05
- 河北常规电阻焊电极怎么收费 2025-01-04
- 江西什么是电阻焊电极结构 2025-01-04




- 广东常规电阻焊电极使用方法 2025-01-03
- 江西哪里有电阻焊电极设计 2025-01-03
- 江西定制电阻焊电极结构 2025-01-03
- 江西优势电阻焊电极工厂直销 2025-01-02
- 河北优势电阻焊电极打磨 2025-01-02
- 广东优势电阻焊电极钨铜 2025-01-02




- 江西新款镶嵌电极包含哪些 01-06
- 河北附近哪里有电阻焊电极收购价 01-06
- 江西国内电阻焊电极使用方法 01-06
- 河北镀银镶钨电极生产 01-06
- 河北特色电阻焊电极生产 01-06
- 河北耐磨的镶嵌电极大概费用 01-06
- 点焊钨铜触头生产企业 01-06
- 江西二手电阻焊电极规格 01-05
- 河北特点电阻焊电极冲压 01-05
- 北京点焊镶钨电极设计 01-05