- 品牌
- 源桐合金电极
- 型号
- C17500、C18150、C15760
- 适用范围
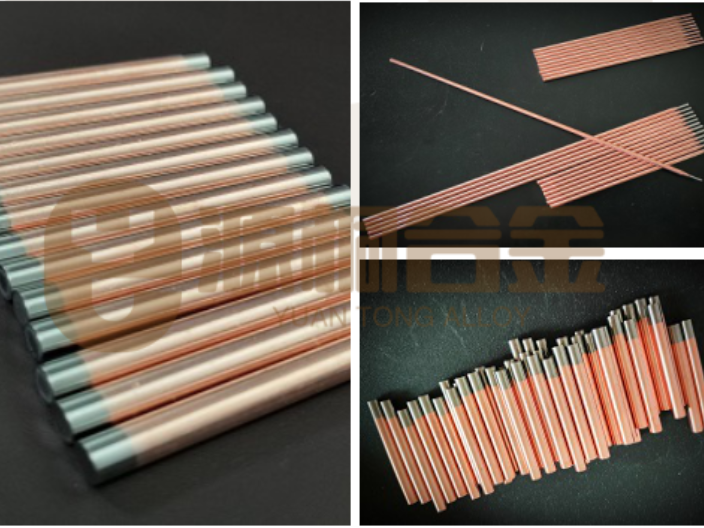
- 电阻焊点焊、碰焊、滚焊
- 材质
- 铍钴铜、铬锆铜、氧化铝铜
- 产品别名
- 点焊电极、碰焊电极、滚焊电极
- 规格
- 按图定制
- 产地
- 深圳
- 厂家
- 源桐合金制品(深圳)有限公司
电阻焊电极技术操作简单 、可机械化程度高, 在未来的应用里仍会占有重要地位。作为电阻焊技术关键部件的电极用铜合金不可替代 。人们对析出强化强度高 、高导电铜合金电极材料的研究已开展了几十年,也研制出了许多具有优异性能的合金系列 。今后的研究重点是 :对现有合金系的强化机理进一步研究以提高其使用性能;继续研究开发具有自主知识产权的新型电阻焊电极用铜合金 ;合金元素多元化以及工艺的优化。强度高、高导电铜基复合材料具有比铜合金更为优越的性能 , 是今后发展的方向。电阻焊电极主要用的材质是哪种?河北导电的电阻焊电极生产

各种电极用铜合金特点目前常用的电极用铜合金主要有镉铜 、铬铜 、锆铜 、铬锆铜、铬铝镁铜、镍硅铜 、铍钴铜 、铍铜 。有关电阻焊的电极材料的国内外标准较多 , 如 JB 4281 -1986 , HB/ T 5420 -1989 和 JB/ T 7598 -1994 等,标准中对材料进行了分类 , 规定了化学成分 、物理和力学性能要求。但是 ,电极材料的选用需要兼顾它的多方面性能 ,即要根据被焊材料、结构及电阻焊方法综合考虑。例如 :在焊接不锈钢或其他高温合金时 ,由于需要施加较大的焊接力 ,所以在选择电极材料时应重点考虑它的高温强度和硬度及耐磨性,适当降低对电导率和热导率的要求 ;而在点焊铝合金类高电导率和热导率材料时, 选用电极材料就应重点考虑它的电导率和热导率, 适当降低对材料高温强度和硬度的要求 ,并减少电极与焊件的粘连等。广州定制电阻焊电极有哪些电阻焊,是指利用电流通过焊件及接触外产生的电阻热作为热源将焊件局部加热,同时加压进行焊接的方法。

电阻焊电极原理与应用 焊接厚0.1mm~9mm 电阻焊接的原理:在焊接过程中,金属接头区域会产生非常高的热量,在接头施加压力使金属部件溶合,获得期望的焊接效果。 = I2*R*T*C公式,H = 总热量I = 电流R = 电阻T = 时间C = 损失。电阻焊接的应用:电阻点焊焊接厚度限制在0.1mm~9mm之间,有色金属可以采用电阻焊来完成两个工件的熔合工艺,可应用在芯片或汽车焊接。产品,铜(铜线、铜片)(铝片、铝管)铁(铁片、铁皮)不锈钢(不锈钢片、不锈钢网、不锈钢管)
电阻电焊极-电极的类型介绍:在经典的铜锌原电池中,正负极反应中均有金属单质参与反应,因此在半电池的极板就直接由该金属固体充当。但是如果没有可导电的金属单质参与的电极反应,例如一些我们很常见的气体、离子反应,这些反应在组成原电池的时候,电极导体怎么处理呢?一般来说,常见的电极有以下几种:一、金属-金属离子电极 金属自身做极板,浸在含有该金属离子的溶液中,即构成电极,如铜电极: 电极反应式:Cu2+(aq) + 2e-== Cu (s) 该电极作为负极时的电极符号:Cu (s) | Cu2+(c),标准态:c (Cu2+) = 1 mol • dm-3电阻焊电极应用设备有哪些?

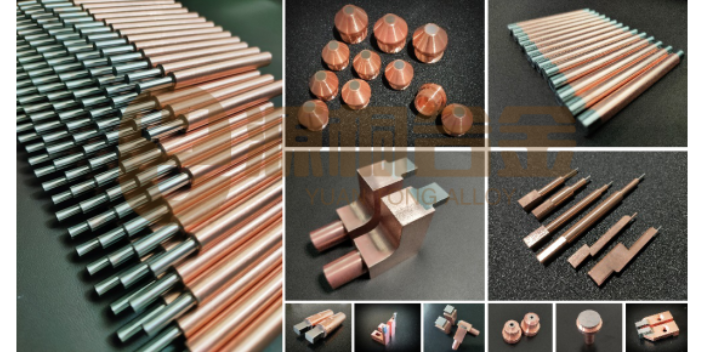
电阻焊电极之氧化铝铜电极氧化铝铜(CuAl2O3)也叫弥散强化铜,它与铬锆铜相比,强度更高(达600Mpa/N/mm2),出色的高温机械性(软化温度达900℃)及良好的导电性(导电率80~85IACS%),具有出色的耐磨性,寿命长。氧化铝铜(CuAl2O3)是一种优异的强度高度、高导材料。由于纳米级Al2O3对基体铜的弥散强化作用,该合金具有强度高、硬度高、高导电率及高软化温度等特性。氧化铝铜的性能来源于加入的氧化铝。氧化铝颗粒的尺寸为3~12纳米,颗粒间距约为50~100纳米,其热稳定性极好,甚至在接近铜熔点的温度下仍然能保持去原来的粒度和颗粒间距;弥散相的加入量只占基体极小的体积分数,几乎不影响基体金属固有的物理化学性质;因此,其软化温度高达930℃,同时导电和导热以及硬度和强度都能保持得很好。尤其突出的是用来焊接镀锌板,它不会象铬锆铜电极那样产生电极与工件粘住的现象,不用经常打磨,有效解决焊接镀锌板的问题,提高了效率,降低了生产成本。电阻焊电极专业定制的厂家?广州定制电阻焊电极有哪些
标准电阻焊电极的头部样式有:尖头、圆锥﹑球面、弧面、平面、和偏心。河北导电的电阻焊电极生产
电阻焊电极-电极是焊接耗材,即使是使用的优良材料制成的点焊机电极在使用的时候也同样需要注意修整和清理,这样都会延长电极的使用寿命。在焊接过程中,电阻焊电极非常容易被氧化、污染、磨损和变形,如不及时进行清理和修整,会给焊接质量带来重大的影响。电极清理的周期应视电极的材料和焊件的材料而定。电极清理和修整的方法:如果电极表面有氧化物、污物以及轻微磨损时,可以用金刚砂布垫上有橡胶垫的平板进行打磨和修整;如果电极表面的磨损与变形较大时,可以用锉刀进行修正;当电极产生更大的磨损和变形时,应该更换新的电极。当焊接铝合金时,电极表面稍有氧化和污染,就应该立即进行清理,否则,会降低铝合金的耐腐蚀性。焊接同样材料的电极,交流电源的电极比直流电源的电极更容易被污染。河北导电的电阻焊电极生产
源桐合金制品(深圳)有限公司正式组建于2006-05-25,将通过提供以电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等服务于于一体的组合服务。源桐合金经营业绩遍布国内诸多地区地区,业务布局涵盖电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等板块。随着我们的业务不断扩展,从电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等到众多其他领域,已经逐步成长为一个独特,且具有活力与创新的企业。源桐合金制品(深圳)有限公司业务范围涉及钨、钼等难熔金属制品,铍钴铜、氧化铝铜、钨铜等合金电极的研发生产;电阻焊电极(碰焊电极、点焊电极、滚焊电极)、钨铜触头、钨电极、钼电极、镶嵌电极、镶钨电极、镶钼电极、镶钨铜电极加工制造;自动化生产设备、生产流水线工程解决方案设计与制造。等多个环节,在国内五金、工具行业拥有综合优势。在电阻焊电极,镶嵌电极,镶钨电极,钨铜触头等领域完成了众多可靠项目。

阻焊焊接质量受多种因素影响,主要包括以下几个方面:焊接电流:焊接电流的大小直接影响焊接接头的温度分布和加热速度,进而影响焊接质量。过大的电流可能导致焊接接头过热,甚至熔化,而过小的电流则可能无法使工件达到足够的焊接温度。焊接时间:焊接时间的长短决定了工件在焊接过程中加热的程度和时间,从而影响焊接接头的组织和性能。过长的焊接时间可能导致焊接接头晶粒粗大,降低其力学性能;而过短的焊接时间则可能使焊接接头未能充分融合。电极压力:电极压力的大小直接影响焊接接头的接触状态和电阻热的大小。适当的电极压力可以确保工件之间的紧密接触和均匀加热;而过大或过小的电极压力则可能导致焊接接头接触不良或过热。电极材料和...
- 河北特色电阻焊电极销售价格 2025-01-08
- 江西加工电阻焊电极打磨 2025-01-07
- 江西二手电阻焊电极特点 2025-01-07
- 河北本地附近电阻焊电极价格优惠 2025-01-07
- 河北附近哪里有电阻焊电极磨具 2025-01-07
- 河北国内电阻焊电极规格 2025-01-07
- 广东耐磨的电阻焊电极代加工 2025-01-07
- 河北附近哪里有电阻焊电极收购价 2025-01-06
- 江西国内电阻焊电极使用方法 2025-01-06
- 河北特色电阻焊电极生产 2025-01-06


- 河北常规电阻焊电极怎么收费 2025-01-04
- 江西什么是电阻焊电极结构 2025-01-04
- 河北什么电阻焊电极出厂价格 2025-01-04
- 河北进口电阻焊电极大概多少钱 2025-01-03
- 广东国内电阻焊电极专卖 2025-01-03
- 河北有哪些电阻焊电极批发商 2025-01-03



- 河北特色电阻焊电极销售价格 01-08
- 江西加工电阻焊电极打磨 01-07
- 江西二手电阻焊电极特点 01-07
- 江西日用镶嵌电极哪里买 01-07
- 江西什么是钨铜触头工艺 01-07
- 深圳镶钨电极 01-07
- 河北本地附近电阻焊电极价格优惠 01-07
- 河北附近哪里有电阻焊电极磨具 01-07
- 河北国内电阻焊电极规格 01-07
- 广东耐磨的电阻焊电极代加工 01-07