基于交流电机的特征量:通过故障机理分析可知,交流电机运行过程中,其故障与否必然表现为一些特征参量的变化,根据诊断需要,选择有代表性的特征参量为该设备在线监测的被测信号,准确地提取这些故障特征量,这是故障诊断的关键。故障特征量,特别是反映早期故障征兆的信号往往比较弱,而相应的背景噪声比较弱,常规的监测方法,因受传感器的准确性、微处理器的速度、A/D转换的分辨率与转换速度等硬件条件的限制,以及一般的数据处理方式的不足,很难满足提取这些特征量的要求,需要采用一些特殊的电工测量手段与信号处理方法。例如小波变换原理的应用。电机故障的现代分析方法:基于信号变换的诊断方法电机设备的许多故障信息是以调制的形式存在于所监测的电气信号及振动信号之中,如果借助于某种变换对这些信号进行解调处理,就能方便地获得故障特征信息,以确定电机设备所发生的故障类型。常用的信号变换方法有希尔伯特变换和小波变换。盈蓓德科技从事旋转类设备和数控机床刀具的故障监测系统开发及应用。无锡混合动力系统监测系统
作为工业领域的一种关键旋转设备,对于终端用来说,关于电机维护的主要是电气班组的设备工程师、电机维护工程师、电机检修人员等;对于电机厂家以及电机经销商来说,主要是电机售后服务工程师、电机销售人员,会涉及到电机的运行维护;险此之外,还有第三方检修人员等。目前已经有很多智能产品号称可以实现电机的预测性维护,但问题也非常多。1)传感器安装难。设备状态监测需要振动、噪声、温度传感器,通讯协议并不统一,自成体系,安装、使用、维护成本高昂。2)技术成本高。工业场景设备类型多,运行工况复杂,预测性维护算法涉及数据预处理、工业机理、机器学习,技术要求很高。3)时间成本高。预测性维护要实现,前期需要大量历史数据的支撑,数据采集、归纳、分析是一个漫长的过程。以电机预测性维护理念为**的电机智能运维,虽然被各大宣传媒体提得很多,但还远远未到落地很好乃至普及的程度,不论是预测性维护的预测效果,还是电机的智能运维的市场推广以及市场接受程度,对于电机维护人员为**的电机运维来说,都还有很远的一段距离!
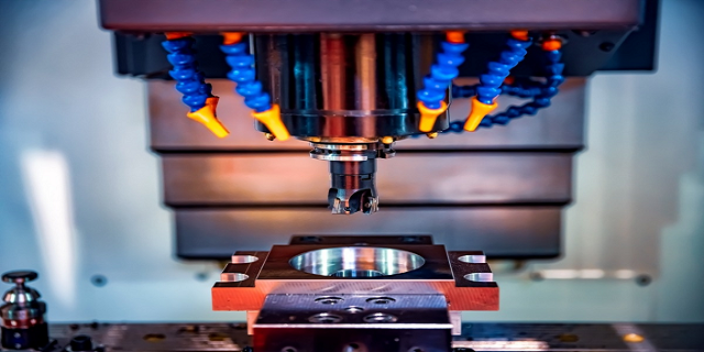
嘉兴专业监测台非接触式的刀具监测系统采用噪声特征收集技术,实时收集、分析刀具的噪声,解决传感器安装限制。
电机抖动是指电机在运行过程中发生的不正常震动,可能会导致机器故障和停机时间增加,进而影响生产效率和产品质量。常见的电机抖动原因包括轴承损坏、不平衡、轴向偏移、电机定子或转子损伤等。为了监测大型电机设备的健康情况,可以采用以下方法:振动监测:通过振动传感器安装在电机上,实时监测电机振动情况,如果振动超过正常范围,则可以发出警报并停机,以防止设备损坏。温度监测:通过温度传感器监测电机内部和外部的温度变化,如果发现异常的温度升高,可能表明电机存在故障。润滑油监测:通过监测电机内部的润滑油质量和油位,及时发现油中杂质和油位不足等问题,防止设备损坏。电流监测:通过电流传感器监测电机的电流变化,可以检测电机是否存在负载过重、不平衡等问题,及时采取措施。声音监测:通过麦克风或声音传感器监测电机的声音,可以判断电机是否存在异响和杂音等异常情况,及时排除问题。以上方法可以结合使用,形成一个完整的电机健康监测系统,有效地预防和解决电机抖动等问题,提高设备的稳定性和可靠性。
故障预测与健康管理是以工业监测数据为基础,通过高等数学、数学优化、统计概率、信号处理、机器学习和统计学习等技术搭建模型算法,**终实现产品和装备的状态监测、故障诊断及寿命预测,为产品和装备的正常运行保驾护航,从而提高其安全性和可靠性。故障预测与健康管理是以工业监测数据为基础,通过高等数学、数学优化、统计概率、信号处理、机器学习和统计学习等技术搭建模型算法,**终实现产品和装备的状态监测、故障诊断及寿命预测,为产品和装备的正常运行保驾护航,从而提高其安全性和可靠性。近年来我们提出的标准化平方包络和数学框架以及准算数均值比数学框架指引了稀疏测度构造的新方向,同时发现了大量与基尼指数、峭度、香农熵等具有等价性能的稀疏测度。基于标准化平方包络和数学框架以及凸优化技术,提出了在线更新模型权重可解释的机器学习算法,**终可以利用模型权重来实时确认故障特征频率,解决了状态监测与故障诊断领域传统机器学习只能输出状态,而无法提供故障特征来确认输出状态的难题。时间域、频率域以及角度域的NVH分析方法,可以对汽车动力总成的各种故障进行实时识别、监测和诊断。

刀具切削状态的实时监测与管理也是实现制造系统现代化、自动化、柔性化的基础。出现于90年代的智能刀具技术受到越来越多的关注,并在近20年来得到迅速发展。精确地预报刀具在加工中,尤其是在制造成本极高的精密零件加工中的失效时间对提高零件的加工效率和质量、减少生产成本及研制周期具有重要意义。日本京瓷工业陶瓷公司提出一种装有磨损传感器的可转位刀片刀具寿命诊断系统。这种智能刀具系统采用Ceratip传感器,它在正方形的陶瓷刀片表面上,涂覆一层厚度为0.3μm的TiN,刀具在开始切削时,使装有传感器的刀片涂覆层通过电流,形成一微电子回路。当刀具在切削力的作用下磨损时,刀片表面上的TiN涂覆层首先被破坏,这时电流不能通过装有传感器的刀片涂覆层(断电),用电表测量时,此处微电子回路的电阻变为无限大。这时装在刀片上的传感器,将立即向机床控制系统发出信号,由机床控制系统控制机床立刻停机并执行自动换刀程序。这种刀具寿命诊断系统能直接测量出刀尖的磨损情况并快速、准确地预报刀具的失效时间。盈蓓德科技提供高性价比的电机设备状态监测和故障预判系统。智能监测方案
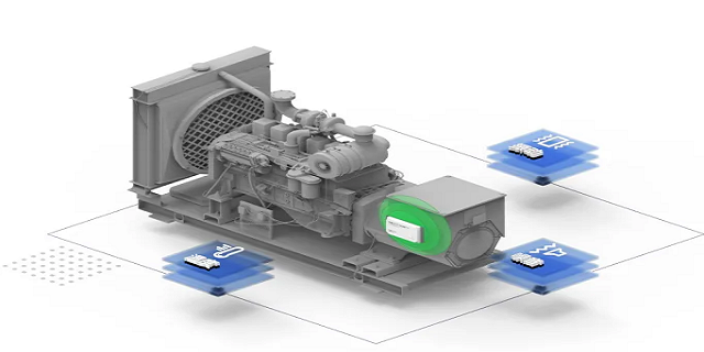
电机监测和故障预判系统助力实现工业设备数智化管理和预测性维护。无锡混合动力系统监测系统
电机状态监测和振动分析提供加速度计选择的建议。这些建议基于直流和非同步交流电机的常见故障。这些常见故障可通过振动分析检测出来,包括机械和电气故障。重点是传感器的频率范围及其安装方法,以便可靠地检测这些故障。例如,考虑以几百赫兹的周期性频率(称为故障频率)发生的撞击事件,但每个事件的能量可从起始点带走,频率在低至千赫范围内。因此,用于检测撞击、摩擦和凹槽等事件的传感器应在几百赫兹到20千赫的宽频范围内响应。对于传统的机械故障,如平衡和对准,频率范围从约0.2倍的运行速度到50-60倍的运行速度是足够的。电气故障需要机械故障所需的低频和高频段。
电机会同时出现机械和电气故障,这会导致振动。只要安装的振动传感器具有足够的带宽和灵敏度,就可以检测到这些故障。机械故障伴随着冲击、摩擦和疲劳,会产生比电气故障频率更***的振动,但凹槽除外。凹槽产生的振动频率与摩擦频率大致相同。如果传感器的带宽和安装方法足以检测机械故障,那么它们也将检测电气故障。 无锡混合动力系统监测系统
上海盈蓓德智能科技有限公司是一家集研发、制造、销售为一体的高新技术企业,公司位于上海市闵行区新龙路1333号28幢328室,成立于2019-01-02。公司秉承着技术研发、客户优先的原则,为国内智能在线监诊系统,西门子Anovis,声音与振动分析,主动减振降噪系统的产品发展添砖加瓦。公司主要经营智能在线监诊系统,西门子Anovis,声音与振动分析,主动减振降噪系统等产品,产品质量可靠,均通过电工电气行业检测,严格按照行业标准执行。目前产品已经应用与全国30多个省、市、自治区。上海盈蓓德智能科技有限公司每年将部分收入投入到智能在线监诊系统,西门子Anovis,声音与振动分析,主动减振降噪系统产品开发工作中,也为公司的技术创新和人材培养起到了很好的推动作用。公司在长期的生产运营中形成了一套完善的科技激励政策,以激励在技术研发、产品改进等。智能在线监诊系统,西门子Anovis,声音与振动分析,主动减振降噪系统产品满足客户多方面的使用要求,让客户买的放心,用的称心,产品定位以经济实用为重心,公司真诚期待与您合作,相信有了您的支持我们会以昂扬的姿态不断前进、进步。





