模切机的调节模切压力是事关模切产品质量的重要一步,模切压力太小,刀模不能切断产品,产品无法成型;即使刀模能切断产品,但压痕太小,会出现粘连的情况,影响后续的生产;但是如果模切压力太大,很容易对刀模造成影响,刀刃会很快变钝,影响模切版的使用寿命。而且钝化的刀模模切时,产品会不同程度低出现毛边。所以理想的模切压力就是做到在模切机压力小的情况下大洋,能使各切口的废边刚好分离,这样刀模就不易磨损。为了尽可能地以小的压力来完成模切质量控制。可能需要反复调节模切压力。多年行业经验,广受业界好评。江苏模切机

如果出现掉片,我们要检查支撑环是否有异物,清理支撑环;检查模具是否有问题,修模;检查垫刀泡棉是否有缠胶是否无弹力,更换泡棉;刀是否压平,从新压合刀压。 粘模,办法:更换泡棉,或在泡棉上加上铁氟龙、硅胶泡棉、脱模剂、再或者加离型膜之类的材料,更复杂点的做法可直接开防粘镀膜的模具,或者在模具刀腔涂抹硅胶。材料出现偏位或套位不稳,办法:调整比率放料张力,重新压合胶辊压平整,检查收放料轴张力大小,校正收放料轴张力。江苏模切机YMQ-260型液压商标模切机。

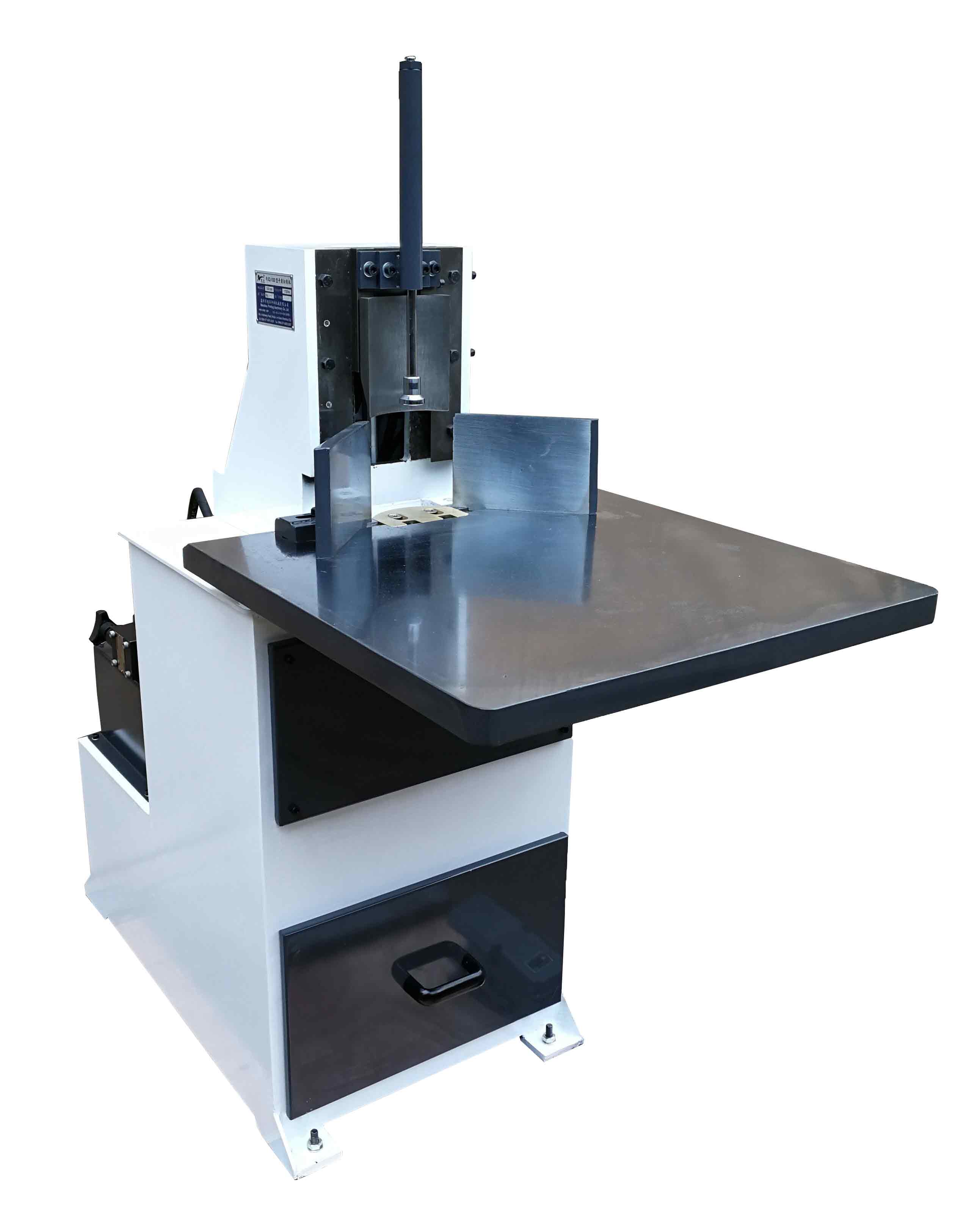
YMQ模切机主要使用于压切各种材料的酒标、样本、纸箱、纸盒等包装装潢印刷制品,材料包括各种纸张纸板塑料及皮革等。本机具有结构紧凑、制造精良压切力大、精度高、使用方便、操作安全可靠等优点。
主要结构特点: 机身采用高**材料整体铸造,强度高,刚性好。滑动轴承采用**铜合金,承载能力强,耐磨性能好。操作高度布置合理,压架打开角度大。电器系统设计合理,安全系数高。具有连续压切、单张压切、打开延时压切,延时时间可随意调节。安全防护按CE标准设计,自动油泵集中供油。
温州旭日印刷机械有限公司的模切机,主要用于相应的一些非金属材料、不干胶、EVA、双面胶、电子、手机保护膜等的模切、压痕和烫金作业、贴合、自动排废,模切机是利用钢刀、五金模具、钢线,通过压印版施加一定的压力,将印品或纸板轧切成一定形状。模切机的基础工艺是包装印刷品常用到的一道工艺,就是用模切刀根据产品设计要求的图样组合成模切版,在压力的作用下,将印刷品或其他圈装坯料轧切成所需要的形状或者切痕的成型工艺。模切机的主要工艺介绍主要工艺模切工艺是包装印刷品**常用到的一道工艺。

机器组成:
1.接料架
Feeding frame8.装料架
Loading frame15.电磁阀
Solenold valve 2.接料斗
Feeding hopper9.推压块
Pushing block15. 电机
Motor3.保护罩
Protective cover10.左右调节手轮
Left-and-rightadjustment handwheeel16. 工具箱
Toolbox4.角度调节手轮
Angle adjustment11. 底座
Base 17. 电源开关
Power switch5.刀架压板
Knife rest press board12. 底座微调装置
Base trimming device18. 控制台
Console6.刀模
Knife mould13. 前后调节手轮
Fore-and-aft adjustment handwheel19.控制台
Console7.压纸板
Paper press board14. 油缸
Oil cylidner20.电器箱
Electrics box 客户可以根据自己模切的产品另外订做多套模具。江苏模切机
高度的性价比,让客户称心如意。江苏模切机
模切机安全操作规程
一、工作时间,注意力集中,严守操作规程,做到安全作业。
二、准确确定模具定位。保证模切产品与模具位置对应。
三、定位压纸板要与材料尺寸贴合。根据生产情况调整松紧程度。
四、仔细调整模具与放料三角台的间隙。调整前,先将三角台与模具贴合。然后回旋调节手轮,调节丝杠之自由行程,与模具留一张产品厚度的间隙。
五、生产前,检查传送带是否松紧适度、均匀。
六、根据生产需要转换点动或自动裁切。点动操作主要是调节间隙与位置使用。每次裁切可根据需求点按操作时间。调节行程长短时,要与行程开关相接触。并检查行程开关灵敏度,防止压推块冲出行程外。
江苏模切机
温州市旭日印刷机械有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在浙江省等地区的机械及行业设备中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,温州市旭日印刷机械供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!