1、直线模组放三个传感器,前后两个主要是上下限位,防止电机运行异常时检测。防止更严重的撞击损害。撞击比较常见,损坏严重。轻一点联轴器坏掉,严重的丝杆或者电机损坏。中间的传感器主要作用为标定原点,基于原点,往左偏移多少,往右偏移多少,精度每次经过这个位置都会清0,会有一次误差而不会有多次误差。2、直线模组,丝杆速度运行快选择伺服电机,速度没有什么要求,速度较慢,选择步进电机。3、直线模组中电机与丝杆的联轴器主要起到三个作用。***是连接作用,第二是保护作用,第三是缓冲吸震作用。4、直线模组丝杆运行是两边需要加导向键。有两种选型的方式,***是选择滚珠导轨,第二是选择直线轴承与导杆来支撑。当底板是平的,导杆不好安装选择导轨。当在墙板上面,沿着墙板垂直方向运动,选择直线轴承与导杆来支撑方式。5、当两个滚子轴承面对面安装,内外圈用螺母卡主,能够承受一定的轴向力,丝杆在运行过程中肯定会承受轴向力。6、在丝杆的末端固定方式,外端用卡环锁住,内端自由释放,作用是丝杆在来回运动过程中产生热量导致热胀冷缩产生热应力,导致丝杆憋死或者轴承憋坏。德川技研模组怎么样。贵州模组哪里好

对于德川技研皮带式直线导轨滑台和丝杆传动滑台两者之间的区别可能很多用户都难以区分,具有多年经验的技术工程认为其实在实际运用中同步带传动的定位精度要比滚珠丝杆低。下面瑞成工业小编就给大家介绍。1.滚珠丝杆传动即由电机通过联轴器或同步带轮驱动滚珠丝杆转动,进而推动固定在直线导轨上的滑块前后移动。滚珠丝杆具有定位精度高,摩擦力小,刚性高,负载能力强特点。可是实现精细的定位。速度方面,取决于电机的转速和丝杆导程的大小。丝杆导程越大,相同的电机输出速度下单轴机械手滑块移动的速度也越大。2.同步齿形带传动是由电机驱动同步带的主动轮转动,进而有皮带带动直线导轨上的滑块前后移动。同步齿形带具有噪音低,移动速度快,成本较低等特点。速度方面,一般可以实现比滚珠丝杠更高的速度。同时没有临界速度的限制,在长行程传送方面具有更加的性价比。3.滚珠丝杆滑台在实际使用的条件下行走钢行比皮带要好,但是在电子行业,丝杆在其机械结构上优势不足。设计x、y轴运动的机械滑台,主要考虑以下几个方面:1、重量与大小,即主副2个模组满足刚性条件下的结构尺寸,速度,即主副2个的运动速度。2、安全可靠的稳定性、经济实用性。3、主副2个模组的定位精度kk模组的特点皮带模组怎么选择电机品牌?
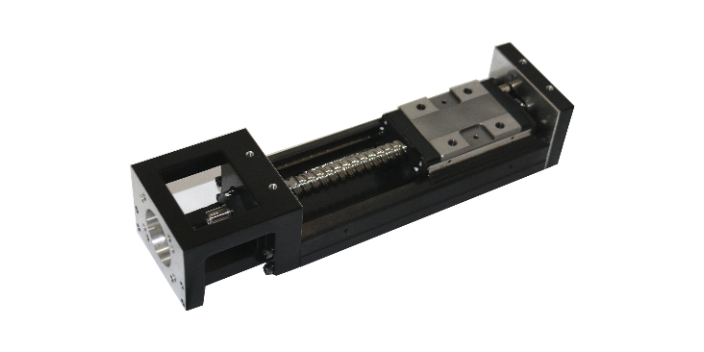
或将直线运动转化为回转运动的理想的产品。滚珠丝杠由螺杆、螺母和滚珠组成。它的功能是将旋转运动转化成直线运动,这是滚珠螺丝的进一步延伸和发展,这项发展的重要意义就是将轴承从滚动动作变成滑动动作。由于具有很小的摩擦阻力,滚珠丝杠被应用于各种工业设备和精密仪器。可在高负载的情况下实现高精度的直线运动.2.直线导轨。又称滑轨、线性导轨、线性滑轨,用于直线往复运动场合,拥有比直线轴承更高的额定负载,同时可以承担一定的扭矩,可在高负载的情况下实现高精度的直线运动.结构,精度高;精密级导轨板,3.铝合金型材。铝合金型材滑台外形美观、设计合理、刚性好、性能可靠,是组合机床和自动线较理想的基础动力部件动态性能好.滑台刚度高,热变形小,进给稳定性高,从而保证了加工状态下(负荷下)的实际精度。
线性模组,相信大家并不陌生,早已耳闻,它的出色特征让我们在工作作业中提高生产力的同时也保证了产生质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。我们是一家专业生产销售线性模组的厂家,我们有专业的工程师团队。皮带滑台模组在线咨询.

线性模组相信大家并不陌生,它的优势让我们在工作作业中提高生产力的同时也保证了产出质量。线性模组之所以这么精细,这么高效,得益于各个部件的合理组成,相互作用。而作为主要部件之一的滚珠丝杆,相信大家也有听闻。那么它的制造工艺流程是怎样的的,大家可能不太清楚了。因此,德川技研小编就为大家讲解一下滚珠丝杆副的制造工艺。①精密磨制滚珠丝杆副:任何一条精密磨制滚珠丝杆副均严格按照以下基本工艺路线加工检验:审图→根据客户图纸编制工艺文件→丝杆毛坯下料→热处理并检验校直→加工端面,钻中心孔→粗车→高温时效并检验→加工端面并修中心孔→半精车→铣→粗磨→猝火并检验→研中心孔→粗磨→探伤→时效处理并检验→研中心孔→半精磨→激吻时效处理并检验→铣键槽→磨端部螺纹→研中心孔→精磨并***检验→装配→跑合→检验→防锈包装→检验→入库发运。②轧制滚珠丝杆副:审图→根据需要截取轧制丝杆→校直→端部退火→滚道抛光→加工轴端尺寸→装配→检验→防锈包装→检验→入库发运。每一套线性模组成品都来之不易,每一件滚珠丝杆的制作组成体现工程师的专业与用心。苏州丝杆模组在哪买?工业机器人模组咨询
TOYO模组国产替代有哪些品牌?贵州模组哪里好
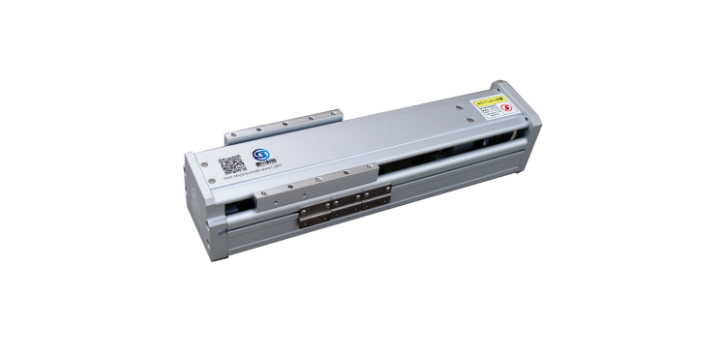
作为高精密自动化设备重要传动元件,线性模组可实现直线上的重复往复运动,也经常叫做直线模组的和直线滑台,通常在自动化设备及流水线上应用十分普遍,一台自动化设备,选择好的配置能够整体提升其设备的运行速度和效率。那么高精度的线性模组是如何控制的为了实现高精度运动控制,通常我们会使用滚珠丝杆模组,而不是同步带模组,我们都知道这两种模组的区别,滚珠丝杆模组的定位精度更高,可达到+,当然,我们同时还需要足够好的电机及驱动器,而这种控制系统常用的是可编程控制器(PLC)和伺服电机,这里如果需要高精度的控制我们切不可选择步进电机,一方面它的定位精度较低容易丢步,同时速度也较慢,所以大家在选购线性模组设备和配套设备的时候一定要认真考虑后决定。线性模组的直线运动主要通过伺服电机驱动滚珠丝杆进行传动,而中间我们会使用联轴器进行连接它们,那么这里要想控制直线模组,通常会使用编程控制器,即PLC所释放的脉冲控制。通常我们需要三个部分来完成模组的直线运动控制:我们需要一个能带动丝杆运动的电机,-般我们的电机需要几十至上百伏特、几安至十几安的驱动能力,而通常的晶体管直流输出接口的负载能力是达不到的,这个时候就需要驱动器对输出脉冲进行放大。贵州模组哪里好
德川技研精密机械(昆山)有限公司是以提供模组,中空旋转平台,电缸,电机为主的有限责任公司,公司成立于2016-05-25,旗下德川技研,已经具有一定的业内水平。德川技研以模组,中空旋转平台,电缸,电机为主业,服务于机械及行业设备等领域,为全国客户提供先进模组,中空旋转平台,电缸,电机。将凭借高精尖的系列产品与解决方案,加速推进全国机械及行业设备产品竞争力的发展。