- 品牌
- 上海保藏生物技术中心 SHBCC
- 贮藏
- 4-10度冷藏
- 生产企业
- 瑞楚生物科技(江苏)有限公司
- 规格
- 冻干管
- 产地
- 江苏盐城
- 厂家
- 上海保藏生物技术中心
- 有效期
- 36个月
- 运输条件
- 冰袋加顺丰快递
- 长期储存温度
- 4-10度
- 活化之后储存条件
- 4-10度
- 转接时间
- 3个月转接一次
- 长期储存方法
- 甘油菌-80度可以保存2年以上
- 活化方法
- 好氧菌斜面活化,厌氧菌培养皿厌氧培养,兼性厌氧液体培养基培养
- 打管方法
- 直接敲开
- 接种量
- 活化时取0.2-0.3ml溶解液后全部溶解接种到培养基上
- 活化代数
- 活化3代活力比较好
- 操作硬件设施要求
- 二级生物安全柜内操作
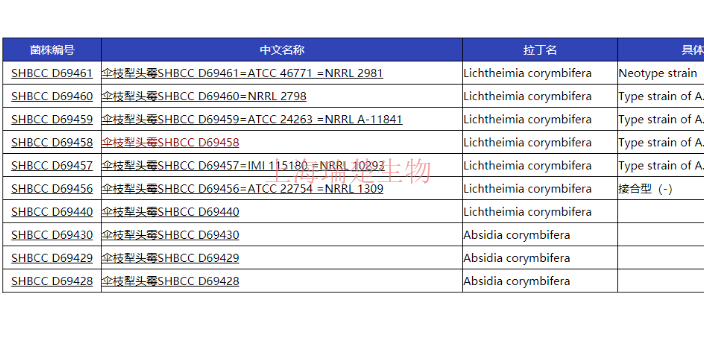
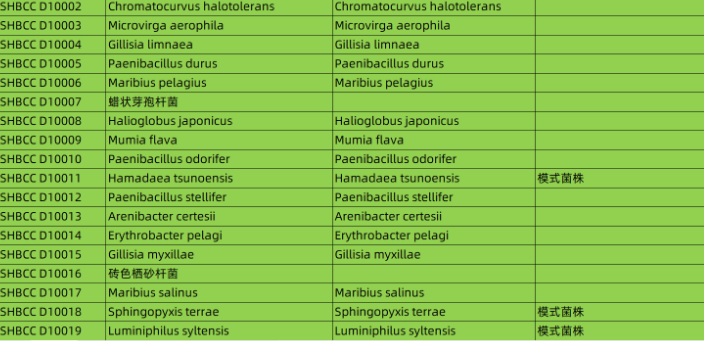
注意事项为:冻干粉菌种为菌种与脱脂奶粉溶液混合后,加入到真空冻干管里,经真空冻干制成。因菌种里面真空并且已经休眠,因此一定要按照本中心提供的说明书步骤进行活化。活化之后的菌种需要再传代2次,活力达到比较好。建议每代菌种都要做成甘油菌进行-80度冻存(厌氧菌需要在液氮条件下储存)。冻干粉菌种可以常温运输,收到后不开管可以在冷藏条件下保存3-15年。如果开管,就要马上全部用完。磁珠菌种为1代菌液与磁珠混合后,菌种充分被磁珠吸附。磁珠菌种含有12颗,可以使用12次。运输时候我们加入冰袋运输,收到后需要高温-80度冻存。土壤中的菌株包括放线菌、微生物养料球菌等。巨大球菌属菌种
传染部位:胆道传染:多见于有胆石症患者,多见于胆石梗阻胆囊管或胆管引起,胆道蛔虫也可将大肠带入人胆囊及胆管,造成上行传染。肺部传染:较少见,大肠杆菌肺炎多为医院获得性传染,主要累及肺下叶,可致肺组织坏死,预后差、病死率高。血流传染:大肠埃希菌胃肠道外传染均可引起菌血症,临床急性起病、高热,细菌有害物质可致全身毒血症状,新生儿大肠杆菌败血症易并发脑膜炎。脑部传染:多见于新生儿,尤其早产儿,可呈脑膜炎表现。酸快生芽孢杆菌菌种菌株的培养方式包括液态培养、固态培养等。
铜绿假单胞杆菌的冻干菌种是经冷冻干燥并抽真空保存的,开启后必须一次使用完,不能留菌粉下次再用,另外安瓿管里大部分仍是用牛奶作为保护剂,里面菌体为少数,复苏时要全部菌悬液接在新鲜培养基上,否则可能造成复苏不成功。菌种活化前,如要长期保藏,请将安瓿管保存在4-10摄氏度的环境下。操作前如有不明白之处,应先咨询专业人员,避免不必要的损失。菌种操作应在在无菌条件下进行;转钟完毕,废弃物应经灭菌再做丢弃处理,以免污染周围环境。复苏后,微生物菌种应保藏于建议的温度、清洁和干燥的地方,室温放置时间过长或导致菌种衰退。
保存条件斜面、穿刺菌和冻干粉可常温运输,但应在4-10度长期保存,甘油菌可常温运输,但应在-80度长期保存。微生物菌种应保存于低温、清洁和干燥的地方,室温放置时间过长会导致菌种衰退。冻干管的开启方法:方法一:将冻干粉甩至底部圆球位置,然后用70%的酒精脱脂棉球擦净冻干管,将冻干管的前列(注意不是圆球端)放在火焰上加热。然后迅速滴几滴无菌水至加热处,此时冻干管的前列会自动破开。然后用镊子轻轻敲下冻干管前列,并将冻干管开口处在火焰上加热灭菌一下,并且保持下面的菌种菌种活化步骤在火焰旁操作。然后逐渐敲开冻干管,直至适当位置。(敲开位置以可以很好注入无菌水以及吸取混匀后的液体为准)直接敲开法。方法二:首先将冻干粉甩至底部圆球位置,然后用70%的酒精脱脂棉球擦净冻干管,将冻干管的前列(注意不是圆球端)放在火焰稍微加热灭菌。然后直接用大镊子敲打前列,敲开后将破口处在火焰上加热灭菌一下,并且保持下面的菌种菌种活化步骤在火焰旁操作。然后逐渐敲开冻干管,直至适当位置。(敲开位置以可以很好注入无菌水以及吸取混匀后的液体为准)。菌株在生态系统中起着至关重要的作用,可与其他微生物共同构成生态位。

药敏试验 对培养阳性者可进一步用纸片扩散法做药敏试验,或用琼脂平皿稀释法测定药物较小抑菌浓度(MIC),以及用纸片酸度定量法检测β-内酰胺酶(使用Whatman I号滤纸PP-NG菌株能使其颜色由蓝变黄,阳性为PPNG,阴性为N-PPNG),以确定淋球菌对生素的敏感性,合理选择用药。GB 14925—2001 实验动物 环境及设施;GB/T 16803—1997 暖气、通风、空调、净化设备;GB 50073—2001 洁净厂房设计规范;JGJ 71—1990 洁净室施工及验收规范;应将每一特定实验室从立项、建设到使用维护的全过程中有关生物安全防护综合措施的内容编入实验室的生物安全手册中。必须设有专职的生物安全负责人。菌株的应用需要符合相关的法规和伦理标准,遵守规范和道德标准。河生莱略特氏菌菌株
乳酸菌是一类被普遍利用的菌种菌株,可被用于食品生产、商业用途等。巨大球菌属菌种
对致病菌生长抑制作用:有研究通过婴儿双歧杆菌发酵液对几种致病菌生长抑制作用的研究,得出了婴儿双歧杆菌对金黄色葡萄球菌、绿脓杆菌、甲型付伤寒杆菌、乙型付伤寒杆菌、埃希氏大肠杆菌、白色念珠菌、变形杆菌、福氏痢疾杆菌的生长繁殖有明显的抑制作用,婴儿双歧杆菌发酵液对致病菌生长繁殖的抑制机理是有机酸和抗细菌类物质,婴儿双歧杆菌对白色念珠菌生长抑制的较低浓度为 10 5 cfu/ml。双歧杆菌在酵解过程中产生有机酸能使生物机体内的pH和Eh下降,利于钙、镁、铁、锌等矿物质的吸收,提高微量元素的利用率。此外,双歧杆菌代谢可以产生机体所必需的维生素,包括维生素B1、维生素B2、维生素B6、维生素B12、泛 酸、叶酸和生物素等。巨大球菌属菌种
上海瑞楚生物科技有限公司依托可靠的品质,旗下品牌瑞楚生物以高质量的服务获得广大受众的青睐。业务涵盖了培养基,菌种,标准品,酶等诸多领域,尤其培养基,菌种,标准品,酶中具有强劲优势,完成了一大批具特色和时代特征的化工项目;同时在设计原创、科技创新、标准规范等方面推动行业发展。我们在发展业务的同时,进一步推动了品牌价值完善。随着业务能力的增长,以及品牌价值的提升,也逐渐形成化工综合一体化能力。值得一提的是,瑞楚生物致力于为用户带去更为定向、专业的化工一体化解决方案,在有效降低用户成本的同时,更能凭借科学的技术让用户极大限度地挖掘瑞楚生物的应用潜能。

- 单孢共头霉多重生变种菌种 2025-01-04
- 硫藤黄链霉菌菌株 2025-01-04
- 海洋海源菌菌株 2025-01-04
- 三线镰孢 2025-01-04
- 香肠乳杆菌菌株 2025-01-04
- 运动发酵单胞菌运动亚种 2025-01-04