产品性能持续提升,由研发创新和产线(EOL)检测手段创新两方面交互发挥作用,缺一不可。近年来,对于汽车、家电、IT类大众消费品而言,国内外对NVH性能的关注持续升温。各厂家均在研发上做了积极的资源投入,并取得了一定的创新成果。然而,新的问题困扰着主机厂(OEMs)及零部件供应商:实验室产品的高性能,如何落实到生产线产品上?NVH下线检测(EOL)作为主流的解决方案,在此发挥作用。1.1下线检测的定义下线检测即在生产环节,通过某种检测手段,基于某种检测标准,识别并确认产品缺陷,以控制产品质量的过程。原则上讲,所有产品都需要下线检测!(虽然实际上会有所不同)由于振动/噪声模式识别的复杂性,基于常规的NVH分析手段,很难将其量化,国内的主流处理方式是:在生产线现场预留主观评价工位和评价人员,基于“主观评价+噪声故障库”的方式识别并剔除不合格品。(该方法存在的问题,将在后文讨论)当然,随着主客观评价技术的发展,通过结合并加权多个客观参量,针对特定的噪声/振动模式开发公式/模型,从而将振动/噪声模式量化的方式在逐渐增多。EOL下线检测设备,发现各个生产环节中可能出现质量问题,对生产过程和质量进行实时的监控。广东智能测试系统

新能源汽车整车控制器下线检测系统,该测试系统能够对整车控制器VCU/HCU进行自动化功能测试,针对研发阶段样件和量产型号的控制器实现电气参数及端口功能的自动化验证。此外,通过配置测试序列可以指定执行流程、测试选项,匹配不同型号控制器端口和协议、生成测试报告等。用户可通过工控机或PC端的操作软件界面,在生产中部署测试系统,包括权限管理、数据下载上传、服务器网络连接等。本测试系统支持定制开发,以匹配不同厂家型号的控制器,包括VCU、MCU、BMS、TCU、BCM等。EOL测试控制策略NVH测试可以帮助汽车制造商提高汽车的竞争力和市场份额。
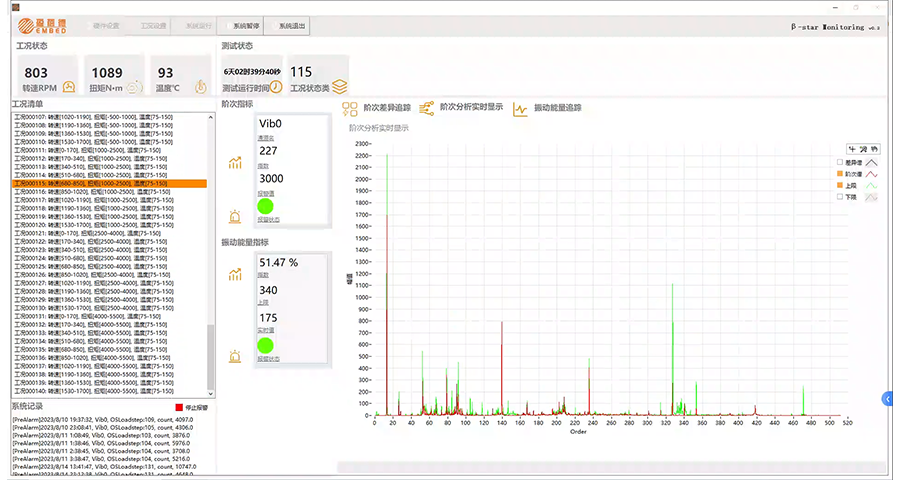
Anovis并具有如下特点:(1)信号测试采集:可同步采集多点振动加速度与噪声信号,可实时存储用于后续查看与分析;可同步采集多个电机转速信号,进行阶次谱分析,确定结构的阶次特征,诊断故障类型。(2)振动与噪声信号测试分析:对信号进行二维、三维频谱分析,通过频谱分析确定结构与机构的工作频率和共振频率;通过统计分析用于统计振动与噪声数据的统计特征,如最大值、最小值、均值及标准差等,进行故障诊断与限值设定。(3)故障限值设定与自学习:提供专业的故障限值设定自学习软件模块AnovisChameleon,该模块能够自动调整与学习故障限值曲线,获得准确的产品故障评估结果。(4)具有很强的扩展能力:该系统软件和硬件模块化,可随着用户将来的应用深入而进行扩展。(5)具有质量监测与诊断:该系统将特征信号与产品质量关联,可以对多种不同故障类型进行监测。如动力总成系统常见的凸轮与曲轴正时、本体振动与噪声、点火线圈故障、进排气漏气、齿轮啮合、点蚀及裂纹等。
动力传动系统试验台架相关服务会根据市场需求状况以及持续增长的电动、混动需求做相应调整。零部件可以在项目早期就在试验台架上进行试验。为您的关键技术及时地提供客观评价。带内燃机的传动系试验台带电动机驱动的传动系试验台带电力驱动系统的传动系试验台,包括使用原车电池用于混合驱动系统的传动系试验台用于混合驱动系统的传动系试验台,包括使用原车电池/li>用于NVH和耐久性试验的HiL试验台传动系声学试验台(NVH、声学测功机)变速箱异响试验台轨道车辆、多用途车辆、非公路用车试验台–环境模拟试验台异音测试系统是专门为电机类产品、汽车零部件等产品生产线设计研发的异音检测设备。

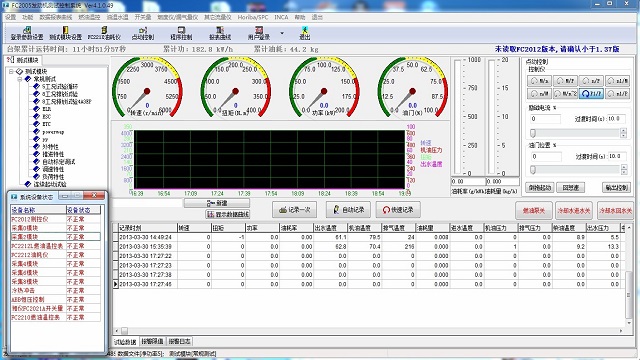
传动产品开发试验,是指在传动产品设计开发过程中,在设计定型之前检验设计水平与工艺合理性所需进行的一系列试验。通过加工样机进行试验,验证、改进产品设计与工艺水平,在产品量产之前及时发现问题,提升产品的质量可靠性。汽车变速器开发试验,总体分为台架试验和整车试验。台架试验在试验室中各种试验台上完成,主要包括耐久性试验和性能开发试验;整车试验一般在台架试验完成通过后进行,主要验证变速器在实际工况下的寿命、性能和可靠性。本文重点讲述台架试验。台架开发试验包括两类:***类为验证通过性试验,如整箱耐久性试验等;第二类为帮助发现问题和解决问题的试验,如综合性能试验、接触斑点试验、润滑性能试验、振动与噪声试验及换挡性能试验等。***类试验,如整箱耐久性试验是**耗时、成本比较高的试验,且需要丰富的负载数据即载荷谱作为支撑。目前,国内先进的验证测试过程可模拟多种负载工况,完成这项试验的时间通常为4~6个月甚至更长。第二类试验主要为性能试验,试验时间较短,可及时发现问题,更重要的是,通过前期进行第二类开发试验和基础试验,可以极大地提高整箱耐久性一次性通过率,减少整箱耐久性试验次数。噪声与异响自动化检测系统是一种用于生产线,代替人工测听产品异响的智能化设备。广东智能测试系统
Anovis基于振动故障检测算法,结合自动极限自适应和经典NVH测量特征,在几秒钟内自动识别产品或工艺异常。广东智能测试系统
一个能**完成非标检测项目的制造商,必须具备以下条件:1、拥有**的软硬件研发团队,根据实际需求研发获改善传统测量软件的功能,实现非标项目的测量软硬件支持。2、精熟于传统精密测量技术,并能创新或整合传统的接触或者非接触测量技术的优势。传统的接触式测量仪器主要是三坐标测量机,非接触式主要是影像测量仪。3、研发、制造团队具备***准确的分析能力。非标检测需要根据实际的待测工件制定测量流程,测量项目,测量仪器,测量软件功能,测量数据输出格式和内容,测量效果评估方法等。4、企业技术服务必须及时,***。售后装配、定期维护、根据企业需求增减功能、仪器部件的维修置换、测量技术培训等服务。广东智能测试系统
上海盈蓓德智能科技有限公司发展规模团队不断壮大,现有一支专业技术团队,各种专业设备齐全。致力于创造***的产品与服务,以诚信、敬业、进取为宗旨,以建盈蓓德,西门子产品为目标,努力打造成为同行业中具有影响力的企业。我公司拥有强大的技术实力,多年来一直专注于从事智能科技、电子科技、计算机科技领域内的技术开发、技术服务、技术咨询、技术转让,计算机网络工程,计算机硬件开发,电子产品、计算机软硬件、办公设备、机械设备(除特种设备)销售。【依法须经批准的项目,经相关部门批准后方可开展经营活动】的发展和创新,打造高指标产品和服务。上海盈蓓德智能科技有限公司主营业务涵盖智能在线监诊系统,西门子Anovis,声音与振动分析,主动减振降噪系统,坚持“质量保证、良好服务、顾客满意”的质量方针,赢得广大客户的支持和信赖。