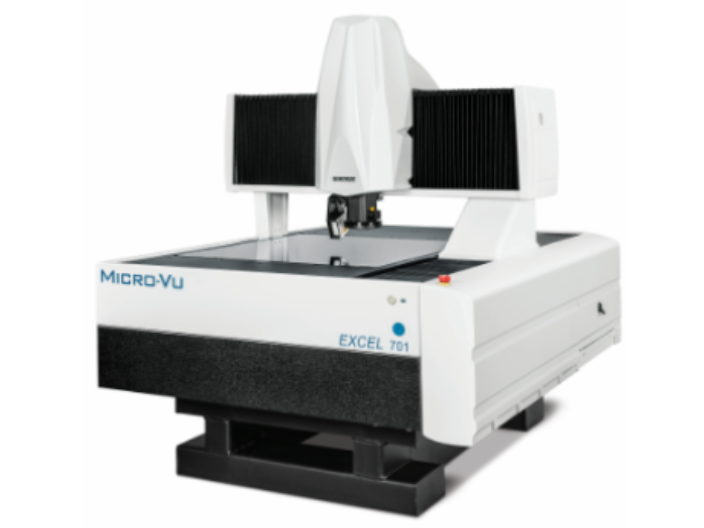
- 品牌
- MICROVU
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
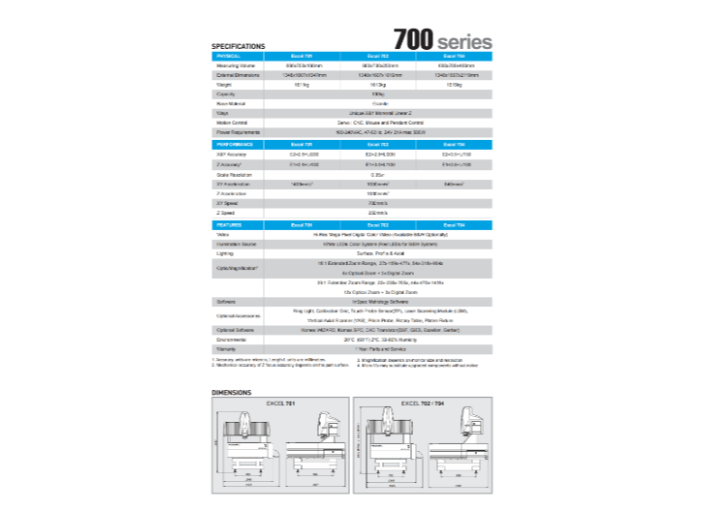
- 测量行程
- 315*315*160
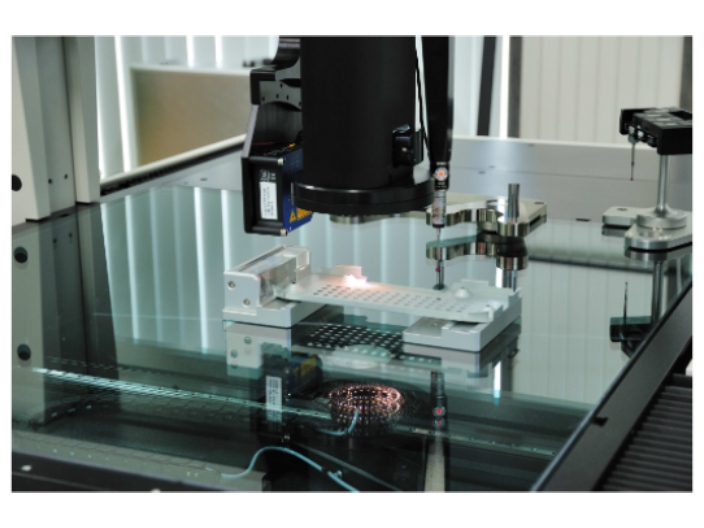
三坐标测量仪的应用与零部件。三坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维三坐标的测量系统。通过将被测物体置于三坐标测量仪的测量空间,利用接触或非接触探测系统获得被测物体上各测点的三坐标位置,根据这些点的空间三坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,三坐标测量仪具备高精度、高效率和性的特点,是完成各种零部件几何量测量与品质控制的理想解决方案。零部件具有品质要求高、批量大、形状各异的特点。在选择适合的三坐标测量仪测量系统时,需要根据零部件测量精度要求、测量系统所需要使用的环境、测量效率等方面进行考虑。测量仪应放在清洁干燥的房间里。四川测量仪作业流程
二次元影像测量仪放大倍率知识。二次元影像测量仪的放大倍率包括光学放大倍率和数码放大倍率两个方面的放大,基于几何成像原理的放大称为光学放大倍率,电子电路处理后显示放大称为数码放大倍率。光学放大倍率为物体通过镜头成像到CCD的感光单元上面的放大倍率。这部分是纯粹的光学成像,遵守几何光学原理。光学放大倍率部分决定了影像的放大倍率,也部分决定了CCD能够看到的视野范围。数码放大倍率为由CCD感光单元通过处理电路,把图像显示到显示器上的这一过程中产生的放大效应称为数码放大倍率。表中为CCD到显示器的放大倍率,常用CCD感光芯片尺寸有1/3〞、1/2〞、2/3〞、1〞等四种规格,常用显示器尺寸有9〞、12〞、13〞、17〞、27〞等五种规格,从表中可查到从CCD到显示器的放大倍率。北京MICROVU测量仪使用注意事项测量仪清理时要注意减少室内灰尘。
影像测量仪在盲孔测量的应用方案。千分尺测量法。选取与内孔直径大小合适的光滑塞规插入并测量,计算公式为:孔深=塞规长度+零件长度—塞规插入内径后零件的总长,间接测量得到深度测量值。卡尺测量法。选取已知长度的光滑塞规插入并用卡尺的尾部测量露出部分的长度,计算公式为:孔深=塞规长度-塞规插入内孔后剩余的长度,间接得到深度测量值。以上两种方法测量时间长,过程操作误差大,读数不直观,不适于批量零件的高效测试。影像测量仪利用影像测头采集工件的影像,并将这些图像转变为数字信号,提交给计算机进行处理。在影像探测系统中,合适的亮度和对比度是佳成像的关键。在实际应用中,一般需要专门使用的照明装置才能获得合适的亮度和对比度,光源和照明方案的好坏,往往会决定整个影像探测的成败。
二次元影像测量仪在复杂工件位置检测方法。1、首先将所有的被测元素,圆,弧,直线采集出来。2、然后使用两点构建X轴坐标系功能,将坐标系的X轴建立在圆1圆2所在的直线上。3、使用坐标平移功能,将坐标原点设置在中心圆上,中心圆的圆点坐标即为(0,0)。4、点击任意一个被测圆,其圆点坐标为(x,y),x、y分别为该圆相对于中心圆在水平和垂直方向的距离。该类工件不能只简单测量圆心距,相对位置关系才是该类零件能否组装合格的关键。对于工件相对位置度的检测,是二次元影像测量仪的一个基本检测功能,同时也是十分重要的检测功能,好的二次元测量仪完全可以在检测中做到完美,这是每一台影像测量仪所追求的目标。测量仪是模具检测等主要的检测仪器。
影像测量仪,由于屏幕显示有限,加上放大倍率较大(一般在0.7档~4.5档28X~180X),屏幕显示部分的工件尺寸实际只有几毫米,很多测量人员在检测的时候习惯只在屏幕显示部分上采集点、线元素。如果采集的点有偏差,所采线段越短,那么所测得的角度值偏差就会越大,线段越长,测得角度值偏差就会越小。理论角度为30度,采点偏差0.25mm,,我们可以清楚的看到线段长短对测量值的影响。所以我们在测量角度的时候,尽量将角度两边的线采集长些,如果屏幕显示范围太小,可以移动工作台,在角度所在直线的起点位置附件采一点,然后在终点位置采一点,这样所测角度误差将会很大方面减小。测量仪又分数字化影像测量仪(又名CNC测量仪)与手动式影像测量仪两种。上海三次元测量仪公司
测量仪每一步都提供了简明的帮助图片。四川测量仪作业流程
测量仪影像区域没有影像,呈灰色。可能是视频捕捉卡没插好,正常关闭计算机和仪器,拔下电源插头,然后打开主机箱,取下视频捕捉卡,并重新插一遍,确认插好后再启动计算机。如果换了插槽则要重新安装驱动程序。或者是视频捕捉卡驱动程序未安装好,按说明书中的安装驱动程序的方法重装视频卡驱动程序或者是视频捕捉卡参数设置不正确,鼠标点击菜单影像—>影像视频设置…或者在影像显示区点鼠标右键,在弹出的菜单中选择影像视频设置…,弹出影像设置对话框。设置正确的亮度、对比度等参数。四川测量仪作业流程
- 汕尾测量仪 2026-04-15
- 广东原装进口测量仪维修 2026-04-15
- 天津测量仪特点 2026-04-15
- 北京三次元测量仪说明书 2026-04-15
- 江西原装进口测量仪注意事项 2026-04-15
- 无锡进口三次元测量仪特点 2026-04-15
- 广东进口三次元测量仪培训 2026-04-15
- 河北三次元测量仪售后 2026-04-14
- 苏州进口测量仪使用注意事项 2026-04-14
- 南京进口二次元测量仪销售 2026-04-14
- 河北进口三次元测量仪公司 2026-04-14
- 常州测量仪优势 2026-04-14