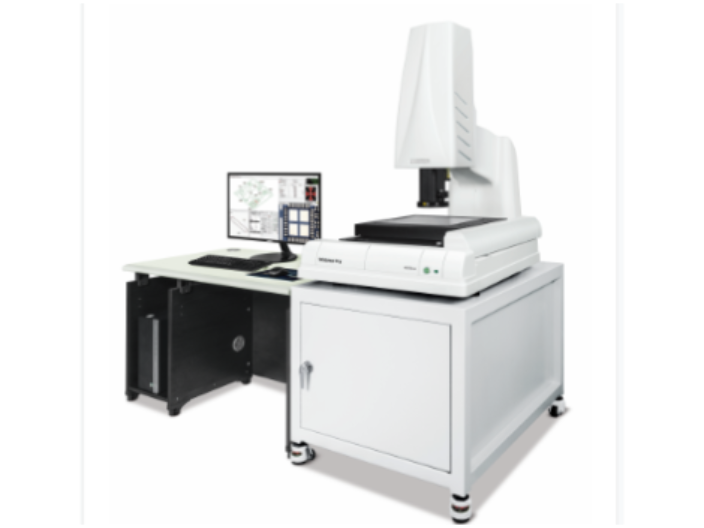
- 品牌
- MICROVU
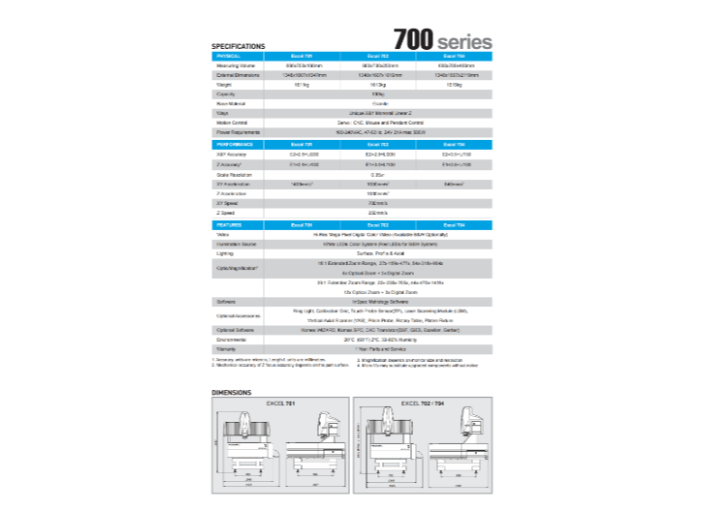
- 型号
- EXCEL,VERTEX
- 操作方式
- 遥杆控制,程序控制,鼠标自动控制
- 测量行程
- 315*315*160
二次元影像测量仪在测量角度的技巧。回归直线偏差小。在测量产品角度弧度过程中,经常出现重复精度差,一个人用一样的方法,却误差达到0.5度,这是经常出现的事情。在当今诸多影像测量软件中,直线采集都是默认为两点,对于规则性、直线性好的零件,角度测量上不会产生太大误差,但对于直线性不好,毛刺多的零件来说,两点采集直线的方法带来很大的误差,且重复精度亦不佳,这样的直线构成的角度,多次测量的重复性肯定不理想。若我们使用多点寻回归直线的方法来确定角度的两边,则所得的直线更贴近被测工件的实际边线,偏差从而就会减少,同时,测量误差也会减少很多,重复性也会很大方面改善。测量仪在使用完毕后,工作台面应随时擦拭干净。福建二次元测量仪公司
不同的二次元影像测量仪具有哪些不同的特点?不同影像测量仪的共性:1、二次元影像测量仪彩色(黑白)影像的实时处理或储藏功能;2、影像测量仪可让用户自行定义的测定值计算功能与涵数功能;3、二次元影像测量仪影像工具与公差组编辑功能;4、数字形式灵活,这便于测量仪使用SPC。影像测量仪的特性:1、有助于排列与公差表现的Frame设定功能。2、为进行精密测定而设置的二次元测量仪自动边缘探测功能;3、直交坐标仪与极坐标仪二次元影像测量仪的变换功能;4、影像测量仪测定CAD化图表功能。江门测量仪用法测量仪避免光学零件表面污损、金属零件生锈、尘埃杂物落入运动导轨。

测量仪影像区域没有影像,呈灰色。可能是视频捕捉卡没插好,正常关闭计算机和仪器,拔下电源插头,然后打开主机箱,取下视频捕捉卡,并重新插一遍,确认插好后再启动计算机。如果换了插槽则要重新安装驱动程序。或者是视频捕捉卡驱动程序未安装好,按说明书中的安装驱动程序的方法重装视频卡驱动程序或者是视频捕捉卡参数设置不正确,鼠标点击菜单影像—>影像视频设置…或者在影像显示区点鼠标右键,在弹出的菜单中选择影像视频设置…,弹出影像设置对话框。设置正确的亮度、对比度等参数。
现代影像测量仪被普遍企业使用,不过测量仪能取代投影仪吗?影像测量仪也称视频测量仪,简称“测量仪”,其结构和测量对象与测量投影仪相似。有些测量仪将液晶屏搬到主机上,外观几乎和投影仪没有区别。测量仪自上世纪末诞生以来,产品发展很快,挤占了投影仪的部分销售市场,那么发展下去,测量仪将全方面取代投影仪吗?投影仪具有工作台坐标测量和屏上测量两种功能,而测量仪光具有工作台坐标测量功能。投影仪的光学成像清晰、视场大、放大倍率准确,因此,可以直接在投影屏上进行尺寸和形状测量。屏上测量功能包括:在投影屏上用玻璃刻度尺直接量取尺寸,和用投影屏上的放大图与影像进行比较测量。用放大图测量的典型实例发动机叶片榫头。可利用事先绘制的放大图铺在影屏上直接与榫头影像形状进行比较,方便且直观。如果图上画出公差带,合格与否,更是一目了然。放大图测量方式特别适用于多元素复合轮廓的测量。测量仪的传动机构及运动导轨、应定期上润滑油,使机构运动顺畅,保持良好的使用状态。
三坐标测量仪的应用与零部件。三坐标测量机是通过测头系统与工件的相对移动,探测工件表面点三维三坐标的测量系统。通过将被测物体置于三坐标测量仪的测量空间,利用接触或非接触探测系统获得被测物体上各测点的三坐标位置,根据这些点的空间三坐标值,由软件进行数学运算,求出待测的几何尺寸和形状、位置。因此,三坐标测量仪具备高精度、高效率和性的特点,是完成各种零部件几何量测量与品质控制的理想解决方案。零部件具有品质要求高、批量大、形状各异的特点。在选择适合的三坐标测量仪测量系统时,需要根据零部件测量精度要求、测量系统所需要使用的环境、测量效率等方面进行考虑。测量仪适用于制版过程中生产工具的一种高技术检测。深圳二次元测量仪公司
测量仪是多学科、跨领域的现代高技术的结晶。福建二次元测量仪公司
测量仪先通光学系统将物体的像成在CCD上,再转换成视频图像,显示在液晶屏上。因CCD面阵尺寸的限制,测量仪屏幕的视场较小,加之,屏面材质和影像倍率不是整数等原因,不能实现屏上测量功能。如果采用工作台坐标测量,由于榫头形状由9条直线和8段圆弧组成,需要采集几十个坐标点,通过软件计算出每一段直线和圆弧的位置和半径,逐个元素进行数据比较,不光操作烦琐,效率低,而且不如综合评定效果直观。投影仪的投影屏尺寸从Ф250mm到Ф1500mm,具有不同规格;而测量仪液晶显示器的屏幕尺寸一般光局限于300毫米左右,对于需要大屏幕容纳的对象,就无能为力了。但是测量仪比投影仪有下列优点:采用低功率照明,无需冷却装置并且节能;很容易做到高倍率,善于观察细节。特别在反射照明和高倍率时,影像的照度比投影仪要高得多,因此,反射影像更加清晰。此外,可实现图像存储。福建二次元测量仪公司
- 汕尾测量仪 2026-04-15
- 广东原装进口测量仪维修 2026-04-15
- 天津测量仪特点 2026-04-15
- 北京三次元测量仪说明书 2026-04-15
- 江西原装进口测量仪注意事项 2026-04-15
- 无锡进口三次元测量仪特点 2026-04-15
- 广东进口三次元测量仪培训 2026-04-15
- 河北三次元测量仪售后 2026-04-14
- 苏州进口测量仪使用注意事项 2026-04-14
- 南京进口二次元测量仪销售 2026-04-14
- 河北进口三次元测量仪公司 2026-04-14
- 常州测量仪优势 2026-04-14