- 品牌
- 建晶电子
- 型号
- 定制
- 接口类型
- DisplayPort,DIN(大/中/小),D-SUB(VGA),RJ45(水晶头),SATA/ATA,S-video,DC/DC,AC/DC,AV,BNC,DVI,HDR,IDC,USB,HDMI,SCSI
- 读卡类型
- MSMicro(M2),MSProDuo,MMCPlus,miniSD,SD,MS,MD,Micro
- 外形结构
- 圆形
- 制作工艺
- 注塑,熔接
- 特性
- 水压型,耐温,气密型,耐火型
- 加工定制
- 是
- 线芯材质
- 裸铜线,镀锡铜线,铜包铝线
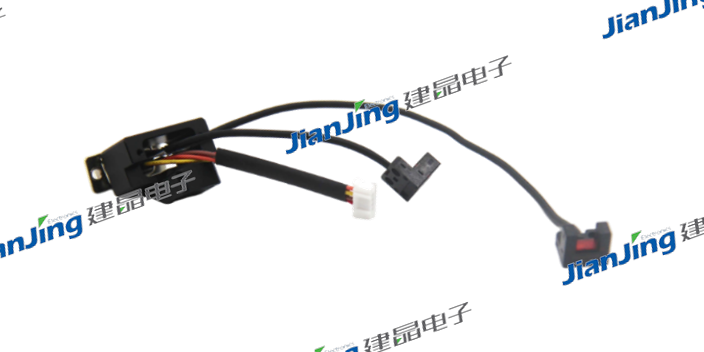
弹簧导线,连接于弹簧导线一端的连接端子,连接于弹簧导线另一端的导电端子及套装于弹簧导线的保护管,所述导电端子包括连接端和连接于连接端的压接端,所述连接端包括主体部及连接于主体部的接线部,所述压接端包括***压接部和连接于***压接部的第二压接部,所述***压接部和第二压接部均设置有一对夹脚,所述保护管包括多个间隔设置的单节楔形部,设置于相邻单节楔形部之间的伸缩部及设置于单节楔形部自由端的固定部,所述单节楔形部和伸缩部依次连接形成筒状结构.本实用新型的结构简单,具有伸缩的功能,可扩大线束的使用距离,便于使用者的使用,而且具备良好的导电性能.电子线束的制作以及后续的对接想要了解的客户可以联系昆山建晶电子。吉林电源线束工厂
随着汽车功能的增加,电子控制技术的普遍应用,电气件越来越多,电线也会越来越多,线束也就变得越粗越重。因此先进的汽车就引入了CAN总线配置,采用多路传输系统。与传统线束比较,多路输装置**减少了导线及联插件数目,使布线更为简易。汽车线束常用汽车线束内的电线常用规格有标称截面积、、、、、、、(日系车中常用的标称截面积为、、、、、、),它们各自都有允许负载电流值,配用于不同功率用电设备的导线。以整车线束为例,、指示灯、门灯、顶灯等;,前后小灯、制动灯等;、雾灯等;、喇叭等;主电源线例如发电机电枢线、搭铁线等要求。这只是指一般汽车而言,关键要看负载的最大电流值,例如蓄电池的搭铁线、正极电源线则是专门的汽车电线单独使用,它们的线径都比较大,起码有十几平方毫米以上,这些“巨无霸”电线就不会编入主线束内。汽车线束排列在排列线束前要事先绘制线束图,线束图与电路原理图是不一样的。电路原理图是表述各个电气部分之间关系的图像,它不反映电气件彼此之间怎样连接,不受各个电气元件的尺寸形状和它们之间距离的影响。而线束图则必须要顾及各个电气元件的尺寸形状和它们之间的距离,也要反映出电气件彼此之间是如何连接的。打端子线束生产厂家昆山建晶电子对于DVI线束可以支持定制有需要的客户随时联系。
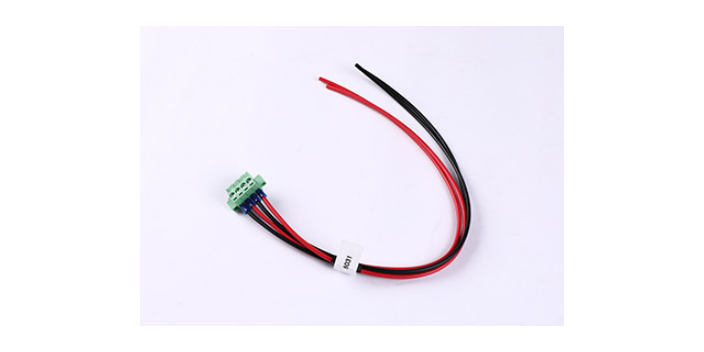
打端子就是将剥去胶皮的电线与端子(连接器)利用冲压模具将其二者卯压在一起,并能满足电器及机械强度。端子是蓄电池与外部导体连接的部件。电工学中,端子多指接线终端,又叫接线端子,种类分单孔,双孔,插口,挂钩等,从材料分,铜镀银,铜镀锌,铜,铝,铁等。它们的作用主要传递电信号或导电用。1、接线端子接线图相接线表的绘制应符合—1993中《控制系统功能表图的绘制》的规定;2、所有接线端子及其引线应标注与电气原理图中相一致的文字符号及接线号。原理图中的项目代号、端子号及导线号的编制分别应符合GB5094-1985《电气技术中的项目代号》GB4026-1992《电器设备接线端子和特定导线线端的识别及应用字母数字系统的通则》及GB4884-1985《绝缘导线标记》等规定;3、与电气原理图不同,在接线端子接线图中同一接线端子的各个部分(触头、线圈等)必须画在一起;4、接线端子接线图一律采用细线条绘制。走线方式分板前走线及板后走线两种,一般采用板前走线,对于简单电气控制部件,接线端子数量较少,接线关系又不复杂的,可直接画出元件间的连线。
汽车线束是汽车电路的网络主体,没有线束也就不存在汽车电路。线束是指由铜材冲制而成的接触件端子(连接器)与电线电缆压接后,外面再塑压绝缘体或外加金属壳体等,以线束捆扎形成连接电路的组件。线束产业链包括电线电缆、连接器、加工设备、线束制造和下游应用产业,线束应用非常***,可用在汽车、家用电器、计算机和通讯设备、各种电子仪器仪表等方面,车身线束连接整个车身,大体形状呈H形。中文名汽车线束外文名automobilewireharness定义以线束捆扎形成连接电路的组件用途汽车、电器、计算机、通讯设备形状大体形状呈H形目录1基本介绍▪常用▪排列▪材料2功能介绍3生产工艺汽车线束基本介绍编辑汽车电线又称低压电线,它与普通家用电线是不一样的。普通家用电线是铜质单蕊电线,有一定硬度。而汽车电线都是铜质多蕊软线,有些软线细如毛发,几条乃至几十条软铜线包裹在塑料绝缘管(聚氯乙烯)内,柔软而不容易折断。由于汽车行业的特殊性,汽车线束的制造过程也比其他普通线束较为特殊。制造汽车线束的体系大致分两类:1.以欧美国家划分,包括中国:使用TS16949体系来对制造过程进行控制。2.以日本为主:如丰田、本田他们有自己的体系来控制制造过程。昆山建晶电子对于网络线束可以支持定制有需要的客户随时联系。

在这里就汽车线束工艺和生产这方面的知识做个简单的叙述,您只需要花几分钟阅读,就能大致了解。在汽车线束二维产品图纸出来以后,要编排线束的生产工艺,工艺是服务于生产的两者密不可分,因此笔者将汽车线束的生产和工艺二者结合起来一起分析。线束生产的***个工位是开线工艺。开线工艺的准确性直接关系到整个生产进度,一旦出现错误特别是开线尺寸偏短,会导致所有工位的返工,费时费力影响生产效率。所以在编制开线工艺是一定要根据图纸的要求合理确定导线的开线尺寸,剥头尺寸。开线之后的第二个工位就是压接工艺,根据图纸要求的端子类型确定压接参数,制作压接操作说明书,对于有特殊要求的需要在工艺文件上注明并培训操作工。比如:有的导线需要先穿过护套后才可压接,它需要先预装导线然后从预装工位返回再压接;还有刺破式压接用到**的压接工具,这种压接方式具有良好的电接触性能。接着就是预装工艺了,首先要编制预装工艺操作说明书,为了提高总装效率,复杂的线束都要设置预装工位,预装工艺的合理与否直接影响到总装配的效率也反映出一个工艺人员的技术水平高低。如果预装部分装配的偏少或者装配的导线路径不合理会加大总装配人员的工作量。昆山建晶电子对于机床线束可以支持定制有需要的客户随时联系。苏州机床线束供应商
昆山建晶电子对于医疗线束可以支持定制有需要的客户随时联系。吉林电源线束工厂
在目前国内机器人线束加工市场的压力下,如镀锡这类的复合钢带在为数不少的线束厂中还在采用,甚至包括一些大的线束加工厂家。对线束品质有着严格要求的用户,需要对*基该的原材料功能加以控制,以保证线束的长时间使用寿命。聚乙烯应具有良好的流变功能,好的聚乙烯具有均一稳定的融熔指数。适于不同的束径,能达到一定的挤出速度。稳定的挤出流量,接地线加工保证产品几何形状、外观的完整性,即产品不会出现表面粗糙,皱纹,竹节,起泡,局部变细等。为了适应大规模生产,作为线束的护套材料的批量间功能的稳定性也是至关重要的,由于批量之间的不稳定性而频繁调整挤出工艺势必会影响线束的终究功能。质量不好的护套料,特别是收回护套料每一批内和批与批之间是很难保证其功能稳定性的,因而在线束加工时挤出线束护套时,需不断调整工艺参数,这样将终究影响到线束质量的稳定。空闲过程在所有的过程中优先级被设置为*低,因而在其他过程空闲时得到履行,其作用是使指示灯闪烁,以此来显现的负载情况。模态分析的成果对材料的挑选以及几何尺寸的优化起到了指导意义,终究使承载渠道的在满足强度要求的情况下,减轻了质量,布局愈加合理化。吉林电源线束工厂
昆山建晶电子有限公司是一家有着雄厚实力背景、信誉可靠、励精图治、展望未来、有梦想有目标,有组织有体系的公司,坚持于带领员工在未来的道路上大放光明,携手共画蓝图,在江苏省等地区的电子元器件行业中积累了大批忠诚的客户粉丝源,也收获了良好的用户口碑,为公司的发展奠定的良好的行业基础,也希望未来公司能成为*****,努力为行业领域的发展奉献出自己的一份力量,我们相信精益求精的工作态度和不断的完善创新理念以及自强不息,斗志昂扬的的企业精神将**昆山建晶供应和您一起携手步入辉煌,共创佳绩,一直以来,公司贯彻执行科学管理、创新发展、诚实守信的方针,员工精诚努力,协同奋取,以品质、服务来赢得市场,我们一直在路上!



