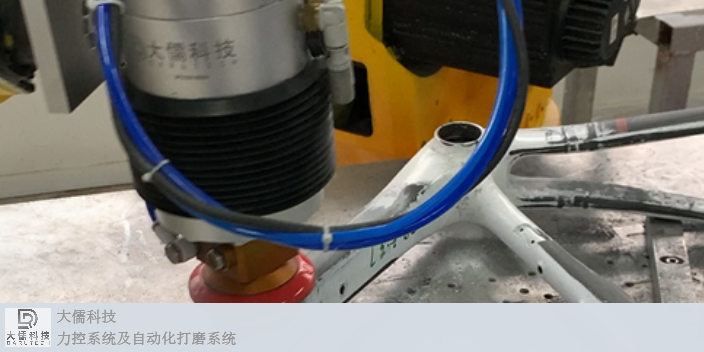
针对薄壁件的自动打磨问题,安装使用智能打磨力控系统是简单有效的恒力打磨加工方法。通过在KUKA工业机器人末端的气动柔顺力控制功能使得打磨工具始终压紧被加工表面,且压力大小保持恒定,根据规划路径调整机器人的末端位姿,同时按照设定参数自动更换砂纸等耗材,进一步保证打磨的质量。目前加工轨迹表面复杂、精度要求高的自由曲面类零件打磨抛光基本都是由人工手持作业工具并依赖于工人的经验来完成的,这很难保证自由曲面零件的形位精度、表面微观物理属性,且制造成本较高,制约了成型模具加工技术的发展;尤其是目前的人工作业难以保证质量的一致性及加工效率,据统计精整加工占整个模具制造工时的42%左右,繁重的作业任务及低效率使得某些装备的研制周期受到严重的影响。郑州通用力控打磨装置
有色金属,狭义的有色金属称非铁金属,是指铁、锰、铬以外的所有金属的统称;广义的有色金属还包括有色合金,有色合金是以一种有色金属为基体,加入一种或几种其他要素而组成的合金。在电脑的主板中金属的含量占大概50%,其中主要的有价金属都是有色金属,有色金属经过切割、冲压、打磨、抛光等工艺加工制成电脑主板上的各种零件。现有的有色金属加工打磨抛光装置存在因管状金属固定不牢固而致使影响抛光和打磨效用。因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很大。在打磨过程中引入打磨力控系统提高了工件的打磨质量,加工效率以及设备安全性。广州品质力控打磨控制系统
因需要尽可能精确地确定机器人运行路径,编程工作复杂而耗时。传统技术尽管在理论上可获得恒定的研磨抛光质量,然而事实并不尽如人意,加工后的铸件往往前后品质不一,公差各不相同,难以获得稳定的工艺效果。关于复杂构造的工件、毛刺散布分散的工件也能对应。而且机器人具有可编程性,新的产品导入只需求改换工装治具,顺序切换就能完成。这使设备具有更高的柔性化,更合适目前企业的需求。同机遇器人打磨的方案能增加工人休息强度或间接省去工人,无效保证加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是明显的,纵使设备投入本钱略高,也越来越多被企业承受。随着机器人力控技术的发展,浮动机构和打磨工具的使用,如同人手滑过工件毛刺般进行柔性去除毛刺,能有效避免造成打磨工具和工件的损坏,吸收工件及定位等各方面的误差。力控软件由二种先进的重点功能组成。一种是压力控制功能,当机器人进行铸件研磨抛光时,该功能可保持打磨工具对工件的压力始终不变:另一种是变速控制功能,当机器人对铸件的表面或分型线进行打磨、去飞边操作时,该功能可持续控制其操作速度,在遇到较大凸起时能自动减速运行。
在现代工业中经常会用到通过机器人手臂通过焊接机按特定的轨迹进行焊接,它具有精度和生产效率高等特点,焊接机器人在焊接完成后会留有焊缝,有时会根据工艺要求会对焊缝进行打磨。目前国内大部分厂家的铸件、塑料件、钢制品等材质工件去毛刺加工作业大多采用手工,或者使用手持气动、电功工具进行打磨、研磨、挫等方式进行去毛刺加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。因此,现有的部分厂家通过将打磨机安装在机器人手臂上对焊缝进行打磨,机器人打磨具有打磨效率和质量高等特点,但是其也存在着一些问题,现有的打磨机构是若干个打磨头尾为一组的组合型,对于一些常见的平面简单形状的焊缝能够进行很好的打磨,但是对于像一些v型或w型等形状复杂的焊件内部的焊缝,则只能通过更换打磨头,采用单个的打磨头结构进行打磨;这样不仅浪费时间影响打磨效率,而且需要准备多种打磨头机构,增加打磨成本。大儒科技的智能柔性打磨力控系统能够实现平面焊缝进行打磨,而且还能够异性复杂的焊件外部的焊缝进行打磨。

因工业机器人准确、可靠、灵活等优势,越来越多的制造企业正在尝试使用工业机器人进行工件打磨、抛光、去毛刺等工作。然而给工业机器人编写精确复杂的打磨轨迹是一大难点。传统的离线编程解决方案能够解决轨迹编程复杂的问题,但是它要求工件一致性好,工作站标定精确,这使得工业机器人在打磨过程中安装、调试和使用难度依然很高。大儒科技通过智能柔性打磨力控系统简化了复杂轨迹编程问题和机器人靠进给调整打磨力的难点。在打磨过程中的打磨力柔性控制提高了工件的打磨质量、加工效率。大儒科技的力控系统可快速对绝大部分复杂工件完成机器人打磨工艺调试,如圆弧面、倒角等异性面。用户可快速创建复杂运动程序并验证工艺的合理性,可部署在多种机器人上。江苏力控打磨
郑州通用力控打磨装置
随着人工费用成本的增加,同时由于工作环境的恶劣,使用工业机器人代替人工进行去毛刺打磨抛光工作变得越来越普遍甚至迫在眉睫!但工业机器人进行去毛刺打磨抛光工作时使用的工具一般都必须是柔性打磨的力控系统,而不能使用刚性工具!例如需要毛刺打磨抛光的铸造共建,由于模具精度等各方面因素,铸件总会存在铸造飞边、分模线和铸造尺寸公差和形位公差;如果采用刚性工具去毛刺打磨抛光,就必须精确控制机器人的运动轨迹以拟合工件边沿;由于机器人的定位精度比较高,这样如果有1000个工件就必须有1000个程序来拟合工件外形,否则就会伤及工件本体或者根本没有将毛刺去除,而这是不可能的!因此必须采用一种特殊的工具-智能柔性打磨力控系统来吸收这个公差,这正是力控的柔性工具产生的原因!郑州通用力控打磨装置