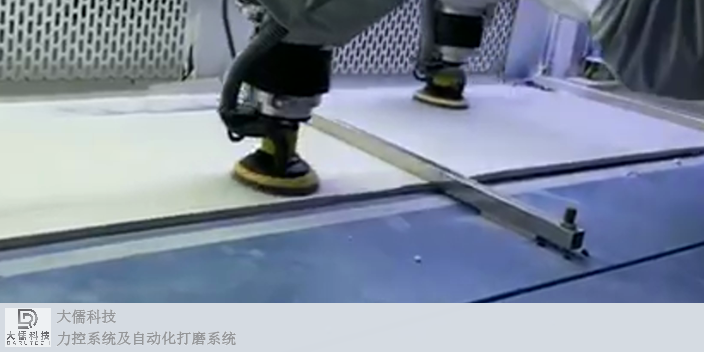
在工业制造领域,有很多零件需要在焊接、铸造、成型或加工后进行后处理,包括打磨,抛光及打磨。例如汽车行业的发动机缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的发动机叶片,涡轮叶片;3C行业的笔记本电脑、平板电脑、手机等。目前国内大部分工件打磨加工作业大多采用手工,或者使用手持气动,电动工具进打磨,研磨,锉等方式进行打磨加工,容易导致产品不良率上升,效率低下,加工后的产品表面粗糙不均匀等问题。传统的人工打磨已经满足不了现代化工业生产的需要,传统的人工打磨噪音大,速度慢,打磨的同时会产生很大的粉尘,对人的健康造成很大危害。近年来越来越多的厂家开始使用机器人安装电动或气动工具进行自动化打磨。机器人打磨的方案普通有两种形式,一是机器人装载打磨机,工件固定,二是机器人抓取工件,打磨机固定,两种方式都是目前比拟主流的方案。与手持打磨比较,机器人打磨能有效提高生产效率,降低成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,采用机器人夹持电动,气动产品打磨针对不规则毛刺处理时容易出现断刀或者对工件造成损坏等情况发生。而且传统的铸件清理技术采用位置控制原理。深圳通用力控打磨技术指导
打磨是表面改性技术的一种,一般指借助粗糙物体来通过摩擦改变材料表面物理性能的一种加工方法,主要目的是为了获取特定表面粗糙度,在pcb板的生产及加工中,需要对pcb板进行钻孔工作,而在打孔完毕后,孔的横截面上会有一些毛刺,为了提高产品质量,工作人员便会通过一些打磨设备对孔的横截面进行打磨去毛刺的工作。、但是,传统的pcb板加工用的自动打磨装置在使用时,还存在一些问题,在对pcb板进行打磨时,由于孔的底面和顶面都需要打磨,传统的打磨装置在一面打完后,需要人为的将其进行翻转,然后在对另一面进行打磨,工序较为繁杂,生产效率始终上不去,因而耽误了正常的生产需求。力控打磨解决了pcb板加工打磨过程中技术问题,打磨时,将pcb板放置在两个放置槽内,装有打磨力控系统的机器人收到信号后,通气使打磨盘转动,开始在力控系统的控制下实现柔性打磨工作,工作效率提高,节省了工时,使用方便,省时省力。广州直销力控打磨共同合作

比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控系统来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度高,误差范围小;流程上,使用标准化流水线制造,每个环节均可控制,保证品质如一。DFC打磨力控系统安装在机器人上,使得打磨机器人实现打磨过程中的精度至高、加速能力强、刚性好等优点,打磨力控系统直接安装在机器人末端,本体内置线与气管即插即用,无须繁琐接线,一体式结构,可长久维持无故障率。打磨力控系统还可以使打磨机器人在打磨过程中保持原有的高性能,轻松应对3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域的智能柔性打磨解决方案。
目前我国的打磨抛光方法仍然以手工打磨、手工抛光为主,不仅劳动强度大,加工效率低,对工人技术熟练程度要求高,而且是工人职业病高发领域。因此,自动化打磨抛光设备的大量应用是实现“机械换人”,推动传统制造业实现技术转型升级的重要途径。自动化打磨抛光设备主要由进给系统和打磨抛光头组成,进给系统如关节机器人、直角机器人、并联机构及机床的伺服进给系统等,目前较为成熟和可靠。目前打磨抛光头相对较为粗糙,一般只有打磨抛光的执行机构,缺乏可靠的控制系统和传感系统,无法实现恒力磨削,与进给系统缺乏相互作用、反馈的交互性,无法实时调整,致使现在的自动化打磨抛光设备适应面较窄,无法应对打磨抛光时遇到的各种复杂情况。针对现有技术中存在的上述不足之处,智能柔性打磨力控系统的执行器完成柔性力控制的浮动磨削,通过力控与视觉系统对打磨情况进行感知,反馈给进给系统做出实时调整;采用可自由伸缩的打磨头、被动调整装置、海绵垫等增加打磨效率的同时单、双、三打磨头作业的自由切换可适应有不同需求的场合。
市场上通常力传感器与机器人来实现柔性打磨。机器人中的力传感器主要分为两类:关节部位的单轴扭矩传感器和机器人末端的6轴力传感器。其中国产的力传感器价格适中,性能也不错,量程50Nm的5000左右,跟HD的谐波减速器价格相当,很多企业能够接受。因为伺服系统中的位置传感器精度非常高,力矩传感器远没有位置传感器那样高精度,力矩传感器信号标准差为。另外,机器人中安装有力矩传感器,有一个比较大的缺陷:刚性降低,当系统中装有力矩传感器后,传动链上会有明显的变形,也即系统的刚性相比于没有力矩传感器的,会下降很多。经过粗略计算,一块与力矩传感器大小一样的钢板,其刚性是它的近10倍。我们知道,传统机器人在做位置控制时,是希望传动刚性伟大越好的。当刚性过低时,不光是控制精度下降,系统也容易不稳定。另外通过只控制电机端完成一定的位置轨迹追踪,同时测量出力矩传感器的信号,得出信号质量并不是很好,这跟系统刚性下降有关。这是由于电机端的运动,经过中间的弹簧后,再传到连杆端;由于弹簧刚性系数较其他部分小很多,导致电机运动经由弹簧后产生了波动,进而导致电机与连杆间的偏差角有波动,使得测量的力矩不够稳定。这种不稳定的力矩信号。广州直销力控打磨共同合作
深圳通用力控打磨技术指导
2-3)和气动平行夹爪(2-6),具有与工件外形相同形腔的仿形定位座(2-3)通过支承柱(2-8)安装在底板(2-5)上,仿形定位座(2-3)内设有空腔,安装在底板(2-5)上的气动平行夹爪(2-6)设置在仿形定位座(2-3)的空腔内,且气动平行夹爪(2-6)上具有用于夹住工件的夹头(2-7),底板(2-5)通过紧固件和定位销(2-4)安装在托盘(3-6)对应的螺纹孔和销孔(3-5)内。2.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的工作台(1)沿其周边设有框架(1-1),工作台(1)上部的框架(1-1)两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。深圳通用力控打磨技术指导