在手机的生产中,我们会运用到打磨机对手机中框或背壳进行打磨工作。现有手机中框或背壳打磨抛光工作主要是由人工、机器人或五轴专机进行打磨作业,对作业人员要求高,打磨产品一致性较差,实现性有难度。且一定程度上打磨产生的粉尘对人体危害大,效率低。智能柔性打磨力控系统以解决上述背景技术中提出现有手机中框或背壳打磨抛光工作,对作业人员要求高,打磨产品一致性较差,体力消耗大,打磨产生的粉尘对人体危害大,效率低的问题。为实现上述目的,智能柔性打磨力控系统直接安装在机器人法兰,下方安装现有的打磨工具,设置参数即可投入打磨作业。与现有技术相比,使用智能柔性打磨力控系统有益效果是:实现打磨过程中的柔性力控制,使打磨装置可满足市场上大部分手机中框或背壳幕和平板电脑屏幕的打磨抛光工作,同时提高工作效率、良品率以及产品打磨抛光质量的一致性,解决了现有手机中框或背壳打磨抛光工作主要是由圆盘机加人工配合进行作业,对作业人员要求高,打磨产品一致性较差,体力消耗大,打磨产生的粉尘对人体危害大,效率低的问题。上海本地力控打磨哪里买
涂覆磨具是将磨料用粘接剂均匀地涂敷在纸、布、化纤或其他复合材料等基底上的磨具,又称涂敷磨具。(1)涂覆磨具分类根据涂覆磨具的形状、基底材料、工作条件和用途等。(2)涂覆磨料常用的涂覆磨料有普通磨料和超硬磨料两大类,如棕刚玉、白刚玉、铬刚玉、皓刚玉、黑色碳化硅、绿色碳化硅、氧化铁、人造金刚石、立方氮化硼等,与固结磨具基本相同。(3)涂覆磨料的粒度与普通磨料粒度相近似,但无论是磨粒还是微粉,一律用冠以P字的粒度号表示,表320列出其对照表,同时也列出了砂纸、砂布的粒度旧代号。(4)粘接剂粘接剂又称为胶,其作用是将砂粒牢固地粘接在基底上,有些粘接剂是起耐热、耐潮、抗静电等作用。根据涂翟磨具基底材料、工作条件和用途等不同,粘接剂可分为粘接膜、底胶、覆胶和超涂层几种。1)粘接膜当基底材料为聚、硫化纤维时,要在秦酯薄膜、硫化纤维布上预先涂上层粘接膜,使底胶能与基底牢固粘接。对于基底材料为纸、布等,其粘接性能好,不必预涂粘接膜。2)底胶底胶一般与磨粒混在一起,一般要求粘接性能好,是涂覆磨具的主要粘接剂为了使磨粒均匀地分布在其底上,磨粒与底胶要严格地混合在一起。3)覆胶为了使涂覆磨具性能更好,可在底胶上涂敷一层耐热、耐潮、富有弹性的覆胶。江苏精密力控打磨欢迎咨询

2-3)和气动平行夹爪(2-6),具有与工件外形相同形腔的仿形定位座(2-3)通过支承柱(2-8)安装在底板(2-5)上,仿形定位座(2-3)内设有空腔,安装在底板(2-5)上的气动平行夹爪(2-6)设置在仿形定位座(2-3)的空腔内,且气动平行夹爪(2-6)上具有用于夹住工件的夹头(2-7),底板(2-5)通过紧固件和定位销(2-4)安装在托盘(3-6)对应的螺纹孔和销孔(3-5)内。2.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的工作台(1)沿其周边设有框架(1-1),工作台(1)上部的框架(1-1)两侧及后部设有可移动的透明有机玻璃板(1-2),框架(1-1)前部的两立柱上安装有光栅(1-3),工作台(1)下部的框架(1-1)四周设有侧板(1-5),且工作台(1)下部的空腔用于安装控制箱及电气元器件,侧板(1-5)上设有散热器(1-6),工作台(1)前部设有内凹的前储物仓(1-4)和操作面板。3.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的固定夹座(5-2)设有用于安装气磨(5-3)或电磨的安装孔,且固定夹座(5-2)的一侧设有与安装孔相通的槽口,固定夹座(5-2)设有贯穿槽口的连接孔,固定夹座(5-2)的安装孔内设有防止气磨(5-3)或电磨旋转的凹槽,气磨。
而且传统的工件清理技术使用位置支配法则,因需尽量准确地确定机器人运转路径,编程工作繁复而耗时。传统技术尽管在学说上可获得恒定的研磨抛光质量,然而实情并不尽如人意,加工后的工件往往前后品质不一,公差各不相同,难以得到安定的工艺效用。关于繁杂结构的铸件、毛刺散布分散的铸件也能对应。而且机器人具可编程性,新的产品导入只需要改换工装治具,次序切换就能完成。这使装置具更高的柔性化,更适当目前企业的需要。同机遇器人去毛刺的方案能增加工友休息强度或间接省去工友,无效确保加工质量分歧性,进步全体消费效率,改善工厂任务环境。这些劣势都是很明显的,纵使装置投入本钱略高,也越来越多被企业背负。随着机械人力控技术的发展,浮动部门和打磨工具的使用,如同人手滑过铸件毛刺般开展柔性除去毛刺,能有效性避免导致打磨工具和铸件的损坏,吸收铸件及定位等各方面的误差。力控系统由二种先进的基本机能构成。一种是压力控制机能,当机器人展开工件打磨抛光时,该机能可维持打磨工具对铸件的压力自始至终不变:另一种是变速控制功用,当机器人对工件的表面或分型线展开去毛刺、去飞边操作时,该机能可持续操纵其操作速度。

铸件去毛刺去毛刺机器人工作分为接触性和非接触性两类。非接触性作业如喷涂和弧焊,这类机器人对轨迹位置控制精度的要求不高,但对于接触式作业,比如装配、打磨,如果还是按照传统的位置控制的话,就会出现偏差,导致容易导致过磨削或欠磨削。由此,我们不得不提到柔顺控制,柔顺控制也分为主动型和被动型,铸件去毛刺常用被动型柔顺控制。在机器人末端会添加一个柔顺机构,当末端执行器与工件发生接触时,末端柔顺执行器能够调整机器的运动轨迹,从而实现力控。如常用的弹簧(橡皮)浮动和气浮动力控打磨头,当接触力过大时,打磨头会远离工件的方向进行偏移运动,当接触力过小时,打磨头会靠近工件方向运动,从而实现衡力打磨。而闭环控制器+浮动顺随补偿器和伺服电主轴的出现又将这种柔顺控制升级了,更好的实现了轨迹位置补偿和加工速度控制。江苏精密力控打磨欢迎咨询
上海本地力控打磨哪里买
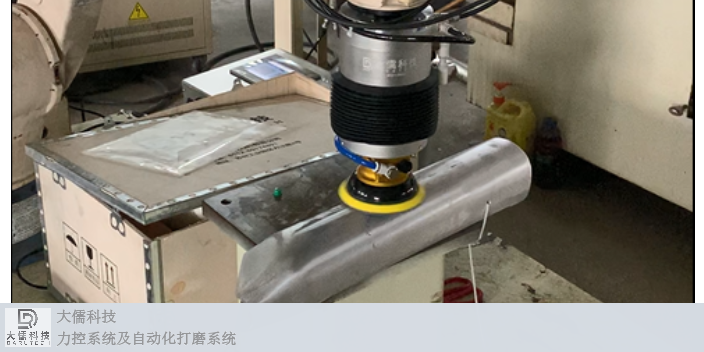
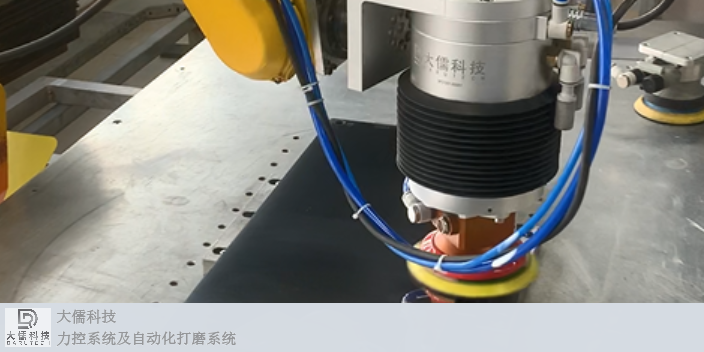
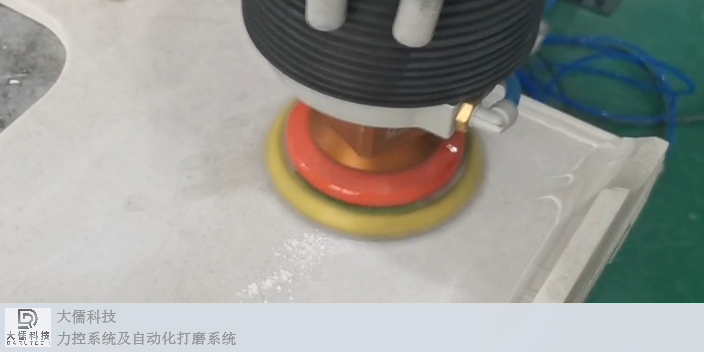
3C电子产品外壳打磨:这个行业的性特点就是,打磨轨迹丰富多样,如:横摆、圆弧摆、八字摆,而每个打磨轨迹又有数千个打磨点。如果按照传统的示教方式,是非常耗时且效果不好。大儒科技的力控系统具有智能柔性力控制的功能。通过辅助编程设定螺旋线的起点终点位置、旋向、螺距、运动速度或时间、平滑距离等参数,操作人员即能轻松完成产品外壳打磨调试,采用螺旋线插补功能可以节省40%以上的示教编程时间。前面讲了被动型柔顺控制,这里要说一下主动型柔顺控制。主动型柔顺控制的实现是在机器末端添加一个打磨力控系统,当末端执行器与工件发生接触时,打磨力控系统会检测到力的信息并将信息反馈给机器人,机器人会根据信息对末端执行器进行位置或速度的调整。3C电子产品外壳打磨领域也有许多项目,如:笔记本外壳打磨、电子产品配件打磨、风力叶片打磨、滤波器盖板打磨。上海本地力控打磨哪里买