市场上通常力传感器与机器人来实现柔性打磨。机器人中的力传感器主要分为两类:关节部位的单轴扭矩传感器和机器人末端的6轴力传感器。其中国产的力传感器价格适中,性能也不错,量程50Nm的5000左右,跟HD的谐波减速器价格相当,很多企业能够接受。因为伺服系统中的位置传感器精度非常高,力矩传感器远没有位置传感器那样高精度,力矩传感器信号标准差为。另外,机器人中安装有力矩传感器,有一个比较大的缺陷:刚性降低,当系统中装有力矩传感器后,传动链上会有明显的变形,也即系统的刚性相比于没有力矩传感器的,会下降很多。经过粗略计算,一块与力矩传感器大小一样的钢板,其刚性是它的近10倍。我们知道,传统机器人在做位置控制时,是希望传动刚性伟大越好的。当刚性过低时,不光是控制精度下降,系统也容易不稳定。另外通过只控制电机端完成一定的位置轨迹追踪,同时测量出力矩传感器的信号,得出信号质量并不是很好,这跟系统刚性下降有关。这是由于电机端的运动,经过中间的弹簧后,再传到连杆端;由于弹簧刚性系数较其他部分小很多,导致电机运动经由弹簧后产生了波动,进而导致电机与连杆间的偏差角有波动,使得测量的力矩不够稳定。这种不稳定的力矩信号。江苏精密力控打磨共同合作
因六关节机器人在定位精度、运动耦合方面表现出极大的优势,且工作空间大、工件易于夹持,其在自动化打磨应用中,包括抛光、打磨、去毛刺等方面的应用越来越普遍,但同时也面临许多挑战:1)打磨过程是一个复杂的工艺过程,对其机理的研究还不够深入,使得自由曲面的打磨加工成为模具生产、制造中的薄弱环节和制约模具制造业发展的瓶颈;2)待加工表面复杂多样,需要一种灵活的、适应性强的方式来控制打磨的精度。目前,打磨行业里应用机器人仍主要采用示教的方式,通过离线移动机器人到达目标点,然后通过机器人编程语句逐点记录。其中,为了得到要求的表面加工精度,还需要操作人员在过渡处插补点位以光顺过渡调整机器人的位姿。要完成一个复杂件的打磨作业,需要数天的示教及调试,容易出错,且对操作人员的熟练程度要求很高。唐山通用力控打磨研磨
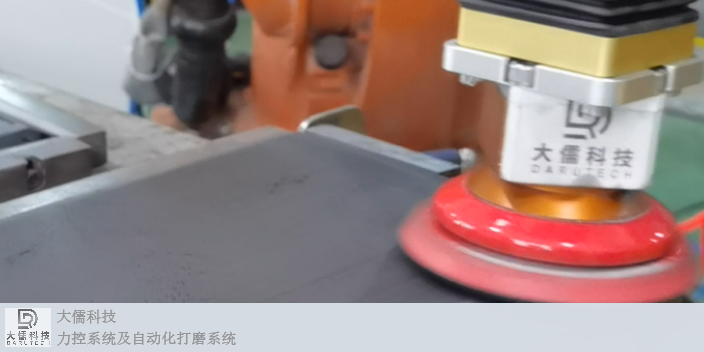
打磨抛光在各个领域都是基础的一道工序,据不完全统计,传统的打磨抛光在有些行业已占成本的30%,主要原因是人工成本高。那么,为什么人工成本会这么高呢?实际上,这与其工作环境是脱离不了关系的。打磨环境下,粉尘污染已经严重威胁到工人的身体健康了,而作为当下时代劳动力主力军的80和90后,大多是不愿意从事这类工作的,这另一方面也造成了打磨行业人才缺口较大。而用机器人代替人工,进行智能打磨,不仅能解决工作环境问题,还能解决人才缺失问题,且约一到两年时间就能回收机器成本。所以,无论是从环境、效率、质量来看,大多数行业更推崇使用机器人来实现自动化生产。近两年机器人打磨抛光市场数据呈持续增长趋势,虽说增长率有所下降,但仍保持在20-30%左右。而机器人打磨主要应用领域在铸件去毛刺去毛刺、3C电子产品外壳打磨、焊缝打磨、木材制品打磨、卫浴五金产品打磨这五方面。
5-3)或电磨设置在固定夹座(5-2)的安装孔内且其凸块设置在该凹槽,紧固件连接在固定夹座(5-2)的连接孔处,将气磨(5-3)或电磨安固定在固定夹座(5-2)上。4.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的底板(2-5)上安装有2~3个仿形定位座(2-3),且仿形定位座(2-3)采用铝材制成。5.根据权利要求1所述的一种基于六轴机器人的注塑件飞边自动打磨设备,其特征在于:所述的托盘(3-6)在四周对称设有两个螺丝孔和两个销孔(3-5),且托盘(3-6)上的两个销孔(3-5)一个为圆孔、另一个为长槽孔,两个定位销(2-4)穿过底板(2-5)上的销孔并插装在托盘(3-6)各自的销孔(3-5)内,滚花螺钉(2-2)穿过底板(2-5)上的安装孔旋接在托盘(3-6)的两螺纹孔内。

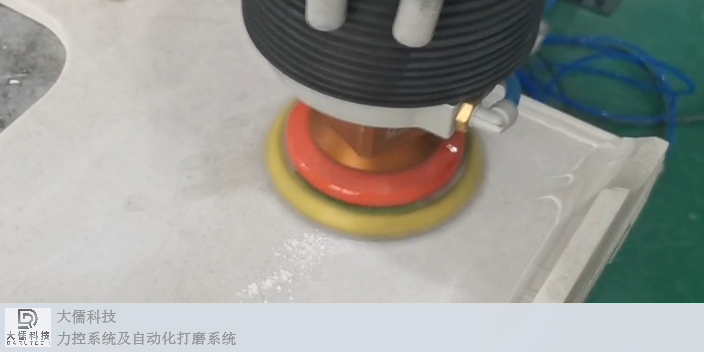
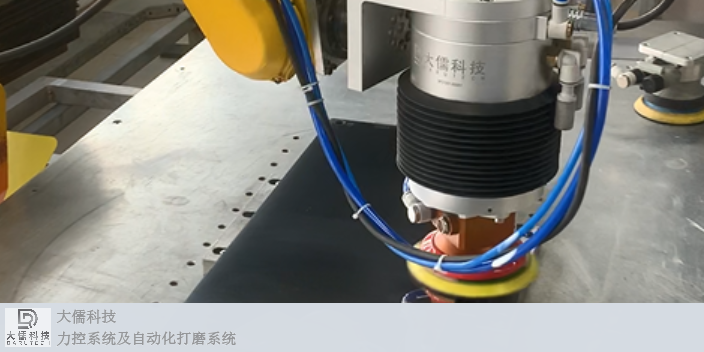
比起传统人工,抛光研磨机器人的优势还是很明显的,打磨抛光力控系统来说:外观上,一致性高、光洁度好、废品率低;效率上,调试简单,能连续生产;产量上,机械产量可固化,加工时间准确到秒;精度上,系统控制精度高,误差范围小;流程上,使用标准化流水线制造,每个环节均可控制,保证品质如一。DFC打磨力控系统安装在机器人上,使得打磨机器人实现打磨过程中的精度至高、加速能力强、刚性好等优点,打磨力控系统直接安装在机器人末端,本体内置线与气管即插即用,无须繁琐接线,一体式结构,可长久维持无故障率。打磨力控系统还可以使打磨机器人在打磨过程中保持原有的高性能,轻松应对3C、汽车、家具、家电、厨卫、航空航天、运动用品、新材料新能源等领域的智能柔性打磨解决方案。重庆本地力控打磨欢迎咨询
江苏精密力控打磨共同合作
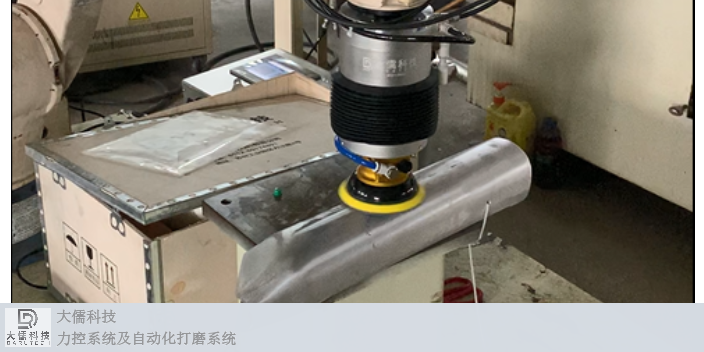
在工业制造领域,有很多组件需在焊接、铸造、成型或加工后进行后处置,包括打磨,抛光及去毛刺。例如汽车行业的引擎缸体、缸盖、变速箱壳体、汽车轮毂;一般行业的卫浴五金;航空与能源行业的引擎叶子,涡轮叶子;3C行业的笔记本微电脑、平板微电脑、手机等。目前国内多数铸件去毛刺加工作业大都使用手工,或者用到手持气动,电动工具进研磨,研磨,锉等方法开展去毛刺加工,易于引致产品不良率升高,效率低下,加工后的产品表面粗糙不均匀等疑问。传统的人工去毛刺早已满足不住现代化工业生产的需,传统的人工去毛刺噪声大,速度慢,研磨的同时会产生很大的粉尘,对人的身心健康引致很大危害。近年来越来越多的厂家开始采用机器人安装电动或气动工具开展自动化打磨。机器人去毛刺的方案平常有两种形式,一是机器人装载加工主轴,铸件固定,二是机器人抓取铸件,加工主轴固定,两种方法都是目前比拟主流的方案。与手持研磨比起,机器人去毛刺能有效性提高生产效率,下降成本,提高产品良率,但是由于机械臂刚性,定位误差等其他因素,使用机器人夹持电动,气动产品去毛刺针对不规则毛刺处置时易于出现断刀或者对铸件致使损坏等状况时有发生。江苏精密力控打磨共同合作