灌胶机得种类有哪些?
从产能上来分,有半自动灌胶机,自动灌胶机,全自动灌胶机。
半自动灌胶机不带机械手,因些半自动灌胶机不能走路径,半自动灌胶机配有一个脚踏开关,产品灌完一个拿走一个,通常情况下配合流水线使用,员工坐在流水线旁边,将灌完的产品放到流水线上输送到下一个工序,操作起来也非常的简便。
自动灌胶机带有一个三轴运动平台,机械手可走各种直线,三维路径,使用自动灌胶机灌胶时,通常做一个卡板,将产品的成排的摆放好,然后将卡板放到平台上,三轴机械手将根据编程指定好的路径一次性将卡板上的产品全部灌完,同半自动灌胶机相比,操作员不需要每灌一个产品就拿一次,节省了摆放时间,机器停顿时间,效率相对有所提高。
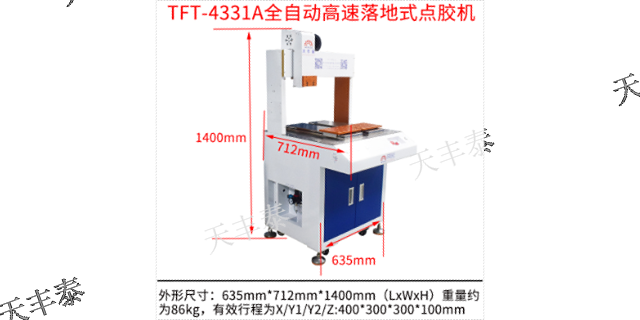
全自动灌胶机我们又叫做灌胶机流水线,机器自动上料自动下料,自动灌胶,自动进烤箱完成固化,产能特别高,一次性可节省多个人工,使用全自动灌胶机流水线,一次性投入相对也比较大,根据工艺复杂程度从几十万到上百万不等,所以全自动灌胶机一般比较大的公司,订单很充足的公司往往选择的会比较多。
如果出现了胶水比例不对一般都是少的那部分出现了异常问题。江西宝石灌胶机
对于大多数用户来说在选购双液灌胶机的时候往往会忽略掉很多关键问题,基于这方面知识欠缺,我公司经过多年的专业领域的研究,总结为以下几点:
一.所用胶水的混合比例。任何一种灌胶机对胶水的混合比例都有一个范围,常见的有100:100——100:10;如果所用的胶水不在这个范围,那就要重新考虑了。
二.胶水的粘度,灌胶机能适应的胶水的粘度是有一定的范围的,一般在5000CPS以下。
有些胶水粘度大高,普通的机器就可能打不出来,就要选用不同的计量泵。 山东灌胶机铁管灌胶机的选择:AB胶使用双液灌胶机。

灌胶机常遇到的问题是阀门问题,下列为解决胶阀使用时经常发生的问题的有效方法。
1.流速太慢:流速若太慢应将管路从1/4” 改为3/8”。管路应愈短愈好。2.流体内的气泡过大的流体压力若加上过短的开阀时间则有可能将空气渗入液体内,解决方法为降低流体压力并使用锥形斜式针头。3.瞬间胶( 快干胶 ) 在胶阀` 接头` 及管路上堵塞,此种情形主要因过多的湿气或重复使用瞬间胶,解决方法为应确保使用新鲜的瞬间胶,将管路以未含湿气的专业试剂彻底清洗过,使用的空气应确定完全干燥且于厂内空压与胶阀系统间加装过滤器。( 以上方法如仍然无效,则应使用氮气。)
深圳天丰泰科技股份有限公司关于灌胶机常用胶水粘度作一下介绍:
胶水的粘度用布氏粘度计测出,单位是"cps厘泊"。胶水的粘度的读数一般在300~30000cps之间。在水溶性的粘合剂中,固体含量并不决定胶的粘度,而在于胶水的配方内的增塑剂、增粘剂等等,影响胶水的粘度值。一般情况下周围的环境温度越高"粘度↓","温度↓粘度↑"。水在27℃时的粘度为"1"。
常见液体粘度值:
水: 1cp 橄榄油: 80cp 汽油: 200cp
蜂蜜: 3000cp 糖浆: 8000cp 凡士林: 65000cp
酸奶: 100000cp 花生酱: 150000-250000cp
两种胶水的比例多少一般是由分配胶水泵的精度来决定的.

环氧树脂电子灌封胶有哪些优缺点环氧树脂电子灌封胶的优点:环氧树脂灌封胶多为硬性,也有极少部分改性环氧树脂稍软。该材质的比较大优点在于对材质的粘接力较好以及较好的绝缘性,固化物耐酸碱性能好。环氧树脂灌封胶一般耐温100℃。材质可作为透明性材料,具有较好的透光性。环氧树脂电子灌封胶的缺点:1、抗冷热变化能力弱,受到冷热冲击后容易产生裂缝,导致水汽从裂缝中渗人到电子元器件内2、防潮能力差;固化后胶体硬度较高且较脆,较高的机械应力易拉伤电子元器件;3、环氧树脂灌封胶一经灌封固化后由于较高的硬度无法打开,因此产品为“终身”产品,无法实现元器件的更换;4、透明用环氧树脂材料一般耐候性较差,光照或高温条件下易产生黄变。两种胶水的比例多少一般是由分配胶水泵的精度来决定。浙江球泡灌胶机
灌胶机是根据胶水的填充料情况,选用情齿轮泵、螺杆泵等泵体将两种胶水进行比例混合再灌到产品;江西宝石灌胶机
伺服电机灌胶的一般工艺过程
1,常温下,预装配电机绕组与特氟龙治具;
2,将装配体送入烘箱进行预烘,一般设定温度110°-120°,时间1-2小时;预烘的作用是使特氟龙治具与定子绕组紧密配合,这样灌胶过程中胶水不会溢出
3,胶水预处理,这个因胶水而异;通常需要对主剂进行适当的加热处理以降低粘度,提高胶水的流动性,还有必不可少的环节是对胶水做脱泡处理——有利于终灌胶效果4,推荐采用真空灌胶机进行灌注作业,配合合适的灌注工艺,可以实现胶水完全充填,解剖无气孔
5,真空灌胶机作业,一般2-3轮灌注即可以达至灌胶质量要求,灌封真空腔的真空度需要能低至10mbar6,完成灌胶后,将产品放入烘箱,烘箱温度设定在约80°(具体加热要求视胶水而不同) 江西宝石灌胶机