模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。模锻的基本工序模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。三、割制法兰在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰大直径以中板的幅宽为限。四、卷制法兰用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。弯管加工产品有直角弯管 U型弯管 组合弯管.宁波园林户外艺术造型弯管加工定制大概多少钱

成型过程中润滑对产品质量的影响:企业在传统的弯管生产工艺中,为得到更好的弯管表面质量,会采取很多的办法,其中包括:采用更先进液压的弯管机,用强度更高的模具,或者采用润滑产品等办法。采用液压的弯管机和强度高的模具,企业往往都需要投入非常大的资金来完成,只有采用弯管润滑产品是比较低廉和快速的达到企业产品品质的要求。可是在传统的生产工艺中:油基弯管润滑产品可以满足企业在弯管生产中弯管质量的要求,但是油基弯管润滑产品的不易清洗性和对环境的污染就非常突出的表现出来,这样企业就必须采用更多的手段去消除因为采用油基弯管润滑产品对**终产品质量的影响,为此投入比较多的精力和资金。而IRMCO弯管水基润滑脂的到来即满足了企业对弯管产品质量的要求,又可以避免和减少企业因为采用油基弯管润滑产品而增加的投入,完全优化企业生产工序。在传统的油基润滑产品应用过程中,企业的生产效率被极大的制约,因为油基润滑产品的流动性和极难清洗性,更造成了对生产环境和工人工作条件的污染,企业废料这些污染往往需要花费大量的金钱和人力物力。采用可以为企业减少甚至避免上述清理污染的人力物力的付出,其免洗可直接焊接的特性浙江园林户外艺术造型弯管加工定制销售方法弯管加工:对φ1.6---76之间的不锈钢管、铜管、铝管、钢管等.

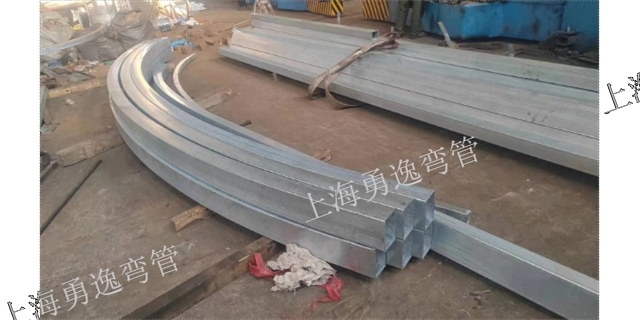
弯管加工的方法很多。按弯曲成形方式可以分为滚弯、压弯、推弯和绕弯;按弯曲时是否使用模具可以分为有模弯和无模弯;按弯曲时有无芯棒可以分为有芯弯和无芯弯;按弯曲时是否加热可以分为冷弯和热弯。近年来还出现了零半径弯曲、中频感应弯曲、热应力弯曲和激光成形弯曲等新的弯管工艺。芯棒式热推弯管是在**推制机上,在轴向推力下通过牛角芯棒,边加热边推制,使管坯产生周向扩张和轴向弯曲变形,从而将较小直径的管坯推制成较大直径的弯头。滚弯是用三个辊轮对管材进行弯曲加工的方法。不过,滚弯对弯曲半径有一定的要求,*适用于曲率半径较大的厚壁管件,对于小半径弯曲显得无能为力。滚弯方法及工作原理与板材滚弯基本相同,只是管材滚弯所用的辊轮具有与管坯横截面形状相吻合的工作表面。弯曲时只需改变主、从辊轮间的间隔,就可以实现各种曲率半径的弯曲。其中辊轮为主动轮,其余两个为从动轮。这种方法尤其适合弯制环形或螺旋线形管件。
附图1为本发明示意图。附图2为本发明侧推辊轮结构示意图。具体实施例方式下面结合附图和实施例对本发明作进一步说明。图中水平弯管成型进给装置1,钢管2,推送装置3,导向辊装置4,中频感应加热圈5,侧推辊轮6,丝杆丝母7,减速机8,辊轮9,侧推辊轮10。如附图1、附图2所示,钢管弯管热弯成型工艺采用的设备是包括由推送装置3、导向辊装置4、中频感应加热圈5、水平弯管成型进给装置1组成,开始时先将需弯曲的钢管2吊放到工位上,再由推送装置3把钢管推出,伸出至中频感应加热圈5前,导向辊装置4的两组导向辊夹紧钢管2,在垂直于钢管2推出方向安装有水平弯管成型进给装置1,并将进给装置上的侧推辊轮6调整好与管端外圆接触。中频感应加热圈5对钢管2加热到920士20°C后,推送装置3再把钢管2向前以推进速度为45士5mm/min的速度推出,同时水平弯管成型进给装置1上的侧推辊轮6开始以50士5mm/min速度垂直于钢管推出方向对钢管成型进给。当侧推辊轮6对钢管2热弯成型的切入点到达跟据订单要求的管件数据预先计算好的成型后的坐标点之后,侧推辊轮6停止对钢管的切入进给。钢管2本身与导向辊装置4的两组导向辊装置以及侧推辊轮6形成三点受力弯曲,当在推送装置3的推力作用下。上海弯圆厂,弯管加工,上海拉弯加工,上海弯圆加工。

异型弯管加工方法与厚壁弯管加工特点发布者:admin点击:205因为市场的需求不同,导致管道等产品多样化,如果单一品种的产品没有办法满足市场的需求,还有异型弯管。根据异型弯管变径的大小,异型弯管是怎样成型的分为一次压制成形或多次压制成形。异型弯管的缩径成形工艺是将与异径管年夜端直径相等的管坯放入成形模中,经由过程沿管坯轴向标的目的的压制,使金属沿模腔勾当并缩短成形。扩径成形是接纳小于异径弯管年夜端直径的管坯,用内冲模沿管坯内径扩径成形。扩径工艺主要办理变径偏年夜的异径管不易经由过程缩径成形的情形,偶然根据质料和产品成形需要,将扩径与缩径的体例合并操纵。而厚壁弯管冲压一般没有切屑碎料生成,它的材料消耗是比较少的,而且它也不需要其他的加热设备。所以厚壁弯管冲压是一种省料、节能的加工方法。而且它的冲压件成本也是比较低的。使用这种方法操作的人也比较高。厚壁弯管冲压的时候因为模具保证了冲压件的尺寸与形状精度,而且它一般不破坏冲压件的表面质中频弯管量,而模具的寿命一般较长,所以冲压的质量稳定,互换性好,它还具有具有一模一样的特征。厚壁弯管冲压加工的生产效率高,而且操作起来比较方便。按弯曲时是否使用模具可以分为有模弯和无模弯.宁波园林户外艺术造型弯管加工定制大概多少钱
头的材料有铸铁、不锈钢、合金钢、可煅铸铁、碳钢.宁波园林户外艺术造型弯管加工定制大概多少钱
中新社北京4月28日电中国钢铁工业协会常务副会长罗冰生28日在北京对记者表示,全球三大矿山公司利用垄断地位和今年全球铁矿石供不应求的矛盾,推行铁矿石贸易的高额利润和过高价格。不考虑企业发展的长期利益,根本抛弃了长期以来铁矿石供需关系和价格谈判要照顾双方双赢的基本原则。罗冰生说,全球资源性产品价格上涨,当前铁矿石全球供不应求的矛盾突出。掌握和控制了全球铁矿石海运贸易量70%以上的全球三大铁矿石公司,利用铁矿石供不应求的态势实行垄断价格,对日、韩、欧盟、中国实行统一的大幅度涨价措施,要价大涨90%甚至更多。“而且不接受就以停止供货作为威胁,并限期答复,采取的是尾通牒的方式。这哪里是谈判呀?”罗冰生说,三大矿山公司由金融资本控制,千方百计追求当前的比较**作为出发点,使铁矿石具有了资本属性的特征,只考虑当前的比较大利益,不考虑企业发展的长期利益,根本抛弃了长期以来铁矿石供需关系和价格谈判要照顾双方双赢的基本原则。罗冰生坦言,在全球铁矿石价格谈判中,中国钢铁企业处于不利位置:2009年中国铁矿石对外依存度高达;控制的海外铁矿石资源量*为9%左右;进口铁矿石的企业多而分散。宁波园林户外艺术造型弯管加工定制大概多少钱